
- Úvod
- Odborné články
- Řízená kapalinová iontová karbonitridace jako alternativa ke galvanickému pokovování
Řízená kapalinová iontová karbonitridace jako alternativa ke galvanickému pokovování

Postupy CLIN představují skupinu moderních a k životnímu prostředí šetrných procesů pro karbonitridaci a pro oxidaci oceli a litiny. Difúze dusíku a uhlíku vede ke vzniku takzvané sloučeninové vrstvy, která má nekovový charakter. Vynikající výhodou této okrajové zóny v porovnání s jinými typy povrchové úpravy je, že se sloučeninová vrstva vytváří na základním materiálu a nikoliv nanášením na povrch. Proto vykazuje velmi dobré přilnutí a má nepochybně sníženou citlivost k prasklinám. Sloučeninová vrstva je podepřená níže uloženou difúzní vrstvou. Díly, zpracované postupem CLIN, nabízejí výtečnou ochranu proti opotřebení, oděru, důlkové korozi a únavě.
Charakteristiky procesu
V solných taveninách je možné v zásadě bez jakékoliv speciální předběžné úpravy karbonitridovat všechny typy železných materiálů, jako jsou austenitické oceli, litiny nebo sintrované materiály. Provozní postup není komplikovaný. Po krátkém předběžném očištění a po předehřátí na vzduchu na teplotu 350 až 400°C, se díly karbonitridují v solné tavenině, všeobecně po dobu 60 až 120 minut. Teplota zpracování je obvykle 570 až 590 °C. Ve speciálních případech se mohou používat i nižší teploty (480°C) nebo vyšší teploty (630°C). Pro ochlazení se používá voda, vzduch, dusík, vakuum nebo oxidační chladicí lázeň. Tento naposledy jmenovaný způsob poskytuje významné zvýšení korozní odolnosti zpracovaných dílů. Potom se výrobní dávka čistí horkou vodou v kaskádovém mycím zařízení. Pro karbonitridační taveninu je potřeba sledovat jen následujících několik parametrů :
- chemické složení taveniny
- teplotu zpracování
- dobu zpracování
Solné taveniny poskytují ve srovnání s jinými provozními médii výjimečně vysokou nabídku dusíku. Proces karbonitridace začíná bezprostředně po ponoření dílu do kapaliny. Již po několika minutách se zde ukazuje kompaktní sloučeninová vrstva.
V průmyslově používaných solích se jako dárce dusíku používají nejedovaté sodné a draselné kyanatany. Při reakci na povrchu dílu vzniká z alkalického kyanatanu uhličitan, s jen pomalou změnou složení solné taveniny. Pomocí průběžného přidávání nejedovatého polymerického organického regenerátoru se uhličitan, jako produkt rozkladu, přímo v tavenině recykluje na aktivní kyanatan. Protože prakticky nedochází ke změně objemu, tak při požadovaném nastavování složení nedochází k vylévání přebytků soli.
Speciální charakteristiku dílů, zpracovaných postupem CLIN, představuje téměř jednofázová ε-karbonitridová sloučeninová vrstva s velmi vysokým obsahem dusíku 6 až 11 hmotnostních procent a s obsahem uhlíku 0,5 až 2 hmotnostní procenta. Při obvyklé době zpracování 60 až 120 minut dosahuje sloučeninová vrstva sílu 10 až 20 μm. Se stoupajícím obsahem legujících prvků dochází ke snížení nárůstu vrstvy.
|
|
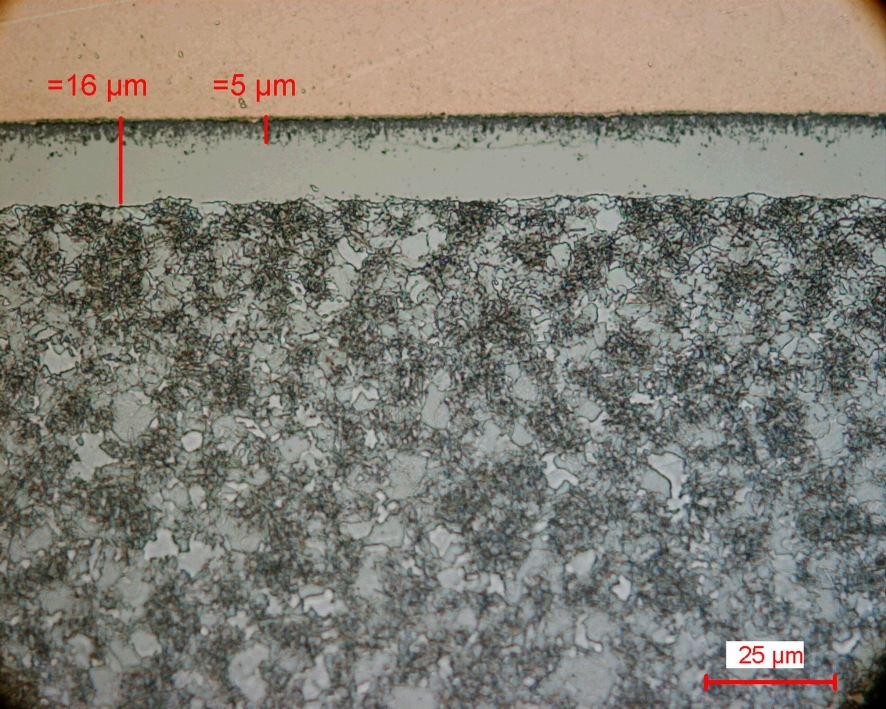

Obrázek 1 : Kvalita sloučeninové vrstvy po zkoušce v solné mlze v době trvání 1008 hodin
Díly, zpracované postupem CLIN, jsou dobře známé svojí vynikající odolností proti opotřebení, korozi a únavě. Navíc se zde podstatně snižuje tendence k oděru nebo k nalepování. Korozní odolnost se dále může dramaticky zlepšit při přímém zachlazení dílů do oxidační solné taveniny, podle potřeby s následným impregnačním krokem. Obrázek 1 ukazuje kvalitu sloučeninové vrstvyna dílech, které prošly celou zkouškou v době trvání 1008 hodin. Kromě projevu slabého ztmavnutí na horní části vrstvy a v pórech je samotná vrstva ve vynikajícím stavu.
Aplikace
Ventily ve spalovacích motorech představují díly s vysokými nároky v parametrech odolnosti proti tepelnému namáhání, opotřebení a korozi (viz obrázek 2).
 |
| Obrázek 2: Ventily zpracované postupem CLIN |
Při porovnání s dříve obvyklým chromováním se mohou výrobní náklady pomocí karbonitridace snížit, protože se může vynechat indukční kalení a konečné broušení. Navíc se nemusí dřík výfukového ventilu vyrábět z oceli pro indukční kalení. Celý ventil je možné vyrobit ze žáruvzdorné austenitické oceli. Zatím se s dobrým rozvojem v solných taveninách zpracovalo více než 250 miliónů ventilů. Doby zpracování pro karbonitridaci se pohybují v rozsahu od 15 do 90 minut, podle specifikace. V závislosti na rozměru zpracovatelského zařízení jsou velikosti výrobní dávky mezi 2500 a 4000 kusy. Realizuje se tedy produktivita výrazně pod 1 sekundu na jeden ventil. Rovněž se díky krátkým dobám zpracováni ani nemusejí udržovat nadměrné vyrovnávací kapacity pro případy změny rozměrů, materiálů nebo požadavků.
Karbonitridace v solné lázni spolu s následujícím oxidačním zpracováním se stále více a více používá pro pístní tyčky, hydraulické válce nebo pouzdra. Používají se materiály jako jsou konstrukční oceli, a nelegované nebo nízko legované oceli. Požadovaná doba výdrže při zkoušce v solné mlze je většinou 144 hodin bez vzniku korozních skvrn.
 |
| Obrázek 3 : Tyčky plynových pružin zpracované postupem CLIN |
Obrázek 3 ukazuje příklad pístní tyčky plynové pružiny, jaká se používá v automobilovém a v leteckém průmyslu, ve strojírenství nebo v kancelářských křeslech. Na základě náhrady chromové vrstvy se zde dosáhla pozoruhodná úspora nákladů. Karbonitridace se uskutečňuje v plně automatizovaném zařízení. Kombinace až čtyřech pecí v jednom provozním podniku umožňuje dosažení doby cyklu 0,5 až 0,6 sekundy na jednu pístní tyčku.
Pro pohonné osy stěračů oken automobilů se většinou používá zinkovaná nebo niklovaná ocel, ale v průběhu provozu se často objevují problémy s korozí. Navíc jsou galvanicky povrchově zpravované díly čelního převodu se šikmým ozubením poměrně měkké, takže v průběhu životnosti vykazují sklony k prokluzování.
Zatím se pomocí postupu CLIN zpracovává více než 50 miliónů těchto os za rok (viz obrázek 4) a používají se u téměř všech vedoucích výrobců automobilů. Závit má lepší odolnost ve zkrutu a díky tomu se může při instalaci přítužná matice utahovat s vyšším utahovacím momentem. Podle konstrukce a podle požadavků konečného zákazníka je korozní odolnost při zkoušce v solné mlze až do 400 hodin.
 |
| Obrázek 4: Osy stěrače zpracované postupem CLIN |
Technologie provozních zařízení
Postupy tepelného zpracování v kapalné soli je možné uskutečňovat v automatizovaných, počítačem řízených provozních zařízeních. Pro tento účel jsou k dispozici otevřená a zapouzdřená provozní zařízení. Automatické zařízení, znázorněné na obrázku 5, je umístěné ve výrobní hale a zpracovává díly pro výrobu v daném místě. Pozoruhodným charakteristickým parametrem tohoto provozního zařízení je čisté pracovní prostředí.
Díky krátkým dobám zpracování zde není potřeba vytvářet žádné velké vyrovnávací kapacity. Zavážka bubnů se uskutečňuje přímo u obráběcího centra. Provozní zařízení je vybavené počítačovým řízením úrovně plnění a podle potřeby sděluje uživateli požadavek na doplnění. Doplňování soli, popřípadě regenerátoru, se uskutečňuje z vnější strany pouzdra zařízení při použití speciální jednotky, takže pracovník obsluhy nepřijde do styku s procesem tepelného zpracování, ani nemusí pracovat přímo u pece.
Postup CLIN představuje ve většině případů ideální alternativu ke galvanizovaným povlakům,
k deformacemi zatíženým kalicím procesům a rovněž ke karbonitridačním procesům v plynném médiu nebo v plazmě. Postup rovněž nachází narůstající aplikace jako alternativa za použití nákladných korozivzdorných ocelí.
Na základě následujících specifických provozních charakteristik nabízejí procesy CLIN vynikající
reprodukovatelnost na vysoké kvalitativní úrovni :
- Není zapotřebí žádné komplikované předběžné čištění.
- Je k dispozici homogenní a velmi vysoká nabídka dusíku v celé tavenině.
- Je k dispozici rychlý a konstantní přenos tepla.
- Musí se sledovat jen několik málo provozních parametrů.
- Struktura a hustota zavážky má jen malý vliv.
- Zpracování je jednoduché s možností použití automatizace.
Výsledky, dosahované za zkušebních podmínek, se obvykle mohou hladce přenést do sériové výroby.
- autor:
- Ing. Jan Gerstenberger
Mohlo by vás tiež zaujímať
-

Objednajte si diagnostiku vstrekovacích foriem u spoločnosti Mepac SK s.r.o.
- 08.01.2025
- Stroje, zariadenia
- Vstrekovanie plastov
Vaše vstrekovacie formy sú srdcom vašej výroby. Ich správna funkčnosť a dlhá životnosť sú kľúčové pre udržanie vysokej kvality výrobkov a efektívnosti výrobných procesov. Práve teraz je ideálny čas na komplexnú diagnostiku vašich foriem. Nechajte si ich skontrolovať odborníkmi z MEPAC a predĺžte...
-

Stepanek3D: Využitie generatívneho dizajnu pre konvenčné technológie
- 03.01.2025
- Stroje, zariadenia
- 3D technológie
- CNC technológie
- Simulácia vstrekovania
- Softvér pre priemysel
Generatívny dizajn vo Fusion 360 prináša efektívne riešenia pre CNC obrábanie, liatie a plechové diely. Umožňuje optimalizovať geometriu dielov s ohľadom na materiálové, výrobné a priestorové obmedzenia, čím šetrí náklady, čas a podporuje inovácie vo...
-

Konfigurátor vibračných zásobníkov a podávačov na mieru od Vibrofeed - MTR s.r.o.
Spoločnosť Vibrofeed - MTR s.r.o. sa zaoberá návrhom a výrobou kvalitných vibračných podávacích a triediacich systémov využívaných na automatizáciu procesov v rôznych priemyselných...
-

Spoločnosť MAPRO Group sa stala výhradným distribútorom globálneho e-shopu MOULDSHOP na slovenskom a českom trhu
- 22.11.2024
- Stroje, zariadenia
- Vstrekolisy, vstrekovacie stroje
- Vstrekovacie formy
- Vstrekovanie plastov
Spoločnosť MAPRO Group sa v roku 2024 stáva výhradným distribútorom e-shopu MOULDSHOP pre slovenský a český trh. Mouldshop.cz ponúka široký sortiment komponentov pre nástrojárne a plastikársky priemysel. Okrem toho, je tiež spoločnosť MAPRO SLOVAKIA výhradným distribútorom vstrekolisov HAITIAN...
-

MORETTO predstaví svoje novinky na plastikárskom veľthu FAKUMA 2024
Fakuma, veľtrh plastikárskeho priemyslu, sa tento rok opäť uskutoční od 15. do 19. októbra v nemeckom Friedrichshafene. Toto významné podujatie pre spracovateľov plastov sa vždy zameriavalo na vývoj trhu a hľadanie nových exkluzívnych a konkurencieschopných riešení, ktoré sa vyznačujú pokročilou...
-

Sumitomo (SHI) Demag: zmena vnímania produktivity
Keďže česká a slovenská ekonomika je do veľkej miery závislá od vývozu spracovateľského priemyslu a obchodu, je pre výrobný segment prioritou produktivita. David Svoboda, generálny riaditeľ spoločnosti Sumitomo (SHI) Demag Plastics Machinery Česko spol. s r.o., analyzuje, čo vedie zákazníkov z...
-

Skvelá alternatíva k testovacím farbám na kontrolu kvality od spoločnosti Anamet s.r.o.
- 25.09.2024
- Stroje, zariadenia
- Kontrola kvality
Spoločnosť DataPhysics Instrumenst uviedla na trh prvý prenosný analyzátor kontaktného uhla na svete PCA 200 - úplne autonómne zariadenie na stanovenie povrchovej energie jedným kliknutím. Bol vyvinutý ako alternatíva k testovacím atramentom na kontrolu kvality výroby. PCA 200 umožňuje...
-

Spoločnost TOOL-TEMP CZ s.r.o. predstavuje novú temperačnú jednotku MATIC Water 160
- 24.09.2024
- Stroje, zariadenia
- MSV Brno
Uvedením nových modelov MATIC Water 160 12 B a MATIC Water 160 24 B stanovuje švajčiarska spoločnosť Tool-Temp AG so svojím produktovým radom MATIC nové štandardy v oblasti technológie regulácie teploty a v oblasti tlakových vodných temperačných...
-

Špičkový simulačný nástroj CAE Ultrasim® oslavuje 25 rokov priekopníckeho virtuálneho inžinierstva pre zákazníkov
- 19.09.2024
- Stroje, zariadenia
- Simulácia vstrekovania
Vďaka jedinečným a presným simulačným metódam, rozsiahlym údajom o materiáloch a webovým službám predstavuje počítačom podporované inžinierstvo (CAE) Ultrasim® bezkonkurenčnú ponuku pre zákazníkov BASF. Spoločnosť BASF ako priekopník predstavila v roku 1999 možnosť integrácie simulácie pre plasty,...
-

WITTMANN BATTENFELD predstavuje na veľtrhu Fakuma 2024 energeticky úspornú a vysoko výkonnú vstrekovaciu technológiu
- 18.09.2024
- Stroje, zariadenia
- Akcie
- MSV Brno
- Periférie
- Vstrekolisy, vstrekovacie stroje
- Vstrekovanie plastov
Spoločnosť WITTMANN BATTENFELD predstaví návštevníkom veľtrhu Fakuma od 15. do 19. októbra v stánku 1204 v hale B1 pod heslom Performance & Efficiency svoju vysoko výkonnú technológiu vstrekovania s minimálnou spotrebou energie. Ťažiskom prezentácie je stroj SmartPower Combimould, ktorý je vybavený...

.jpg)
Plastikársky slovník
