

- ┌vod
- Odbornķ Ķlßnky
- Dimenzovanie hor·cich trysiek a prestup tepla z hor·cej trysky do ocele formy
Dimenzovanie hor·cich trysiek a prestup tepla z hor·cej trysky do ocele formy
Vstrekovacie formy m¶×eme hodnotiØ a posudzovaØ z mnoh²ch hŠadĒsk, z mnoh²ch pohŠadov.
Vysoká variabilita forem má následující p°íĶiny:
- Mo×nost vst°ikování r∙zných plastových materiál∙, p°iĶem× ka×dý materiál vykazuje specifické zpracovatelské podmínky, ovliv“ující také konstrukci forem.
- Kombinace r∙zných vst°ikovaných materiál∙, vĶetnņ zast°ikovánízálisk∙.
- Odlišné, Ķasto vysoké finální po×adavky na p°esnost výst°iku (plastového dílu).
- KonstrukĶní nároĶnost dílu.
- Obvyklé vysoké po×adavky na kvalitu povrchu platového dílu, zvl. v automobilovém, ale i spot°ebním pr∙myslu.
- Volba specifického vst°ikovacího tlaku a dotlaku, specifického chlazení, odvzdušnņní atd. rovnņ× ovliv“ují konstrukci vst°ikovací formy.
- Odlišnosti vtokových systém∙, systém∙ chlazení, vyhazovacích soustav, odformovacích prvk∙ atd.
- Komplexnost a slo×itost forem souvisí také s pot°ebou automatizace výroby a pou×itím robot∙.
Návazný text v hrubých rysech p°iblí×í pouze velmi úzkou Ķást posuzování konstrukce vst°ikovacích forem s vyu×itím simulaĶního softwaru: posouzení a stanovení vhodného dimenzování tokových kanál∙ v horkých tryskách a mo×nosti vyhodnocení vlivu horkých trysek na teplotu tvarové dutiny v blízkosti ústí horké trysky. K uvedeným vyhodnocením lze dob°e pou×ít nņmecký simulaĶní software Cadmould®.
Dimenzování horkých trysek
Volba a poloha horké trysky nebo více horkých trysek pro plnņní tvarových dutin vst°ikovací formy by se mņly °ídit následujícími zásadami:
- Stanovení vhodné polohy horké trysky (nebo horkých trysek) z hlediska po×adovaného pr∙bņhu plnņní, kvality vzhledu, výsledných deformací a samoz°ejmņ i z hlediska zástavbových rozmņr∙.
- UrĶení typu horké trysky z hlediska vst°ikovaného materiálu, objemu tvarové dutiny, pot°ebné rychlosti vst°ikování p°ípadnņ i tlakových pomņr∙. Volba typu trysky m∙×e být ovlivnņna zamņ°ením pozornosti konstrukĶní kancelá°e na obvyklého obchodního dodavatele horkých trysek a nelze opomenout také cenové hledisko.
SimulaĶní analýzy mohou výraznņ pomoci nejen s volbou vhodného umístņní horké trysky, ale také s návrhem pot°ebného dimenzování tokových pr∙°ez∙ kanál∙ a ústí horké trysky. Bohu×el se velmi Ķasto setkávám s analýzami, u kterých jejich zpracovatelé zcela opomíjejí mo×nost dodat zákazníkovi tyto velmi d∙le×ité informace.
Podmínky pro zpracování návrhu dimenzování tokového kanálu a pr∙mņru ústí horké trysky:
- Provedení konstrukce tokových kanál∙ horké trysky pro simulaĶní výpoĶty se zamņ°ením na t°i konstrukĶní oblasti – kanál trysky, teĶení taveniny okolo p°íp. špiĶky (torpéda) a ústí horké trysky.
- VýpoĶet následujících materiálových hodnot, vzta×ených k plnicí fázi vst°ikovacího procesu: smykové napņtí, pr∙mņrná smyková rychlost, max. smyková rychlost po pr∙°ezu kanály, teplota taveniny, max. teplota taveniny po pr∙°ezu kanály, p°íp. tlakové ztráty ve vtokovém systému.
Posouzení vypoĶítaných hodnot
Je nutné si uvņdomit, ×e ka×dý typ plastového materiálu „snáší“ jiné limitní hodnoty smykových napņtí, smykových rychlostí a teploty taveniny. Uvedené vlastnosti jsou ovlivnitelné nejen vlastním dimenzováním horkých vtok∙, resp. horké trysky, ale také rychlostí vst°ikování, teplotou taveniny v plastikaĶní jednotce a dalšími parametry.
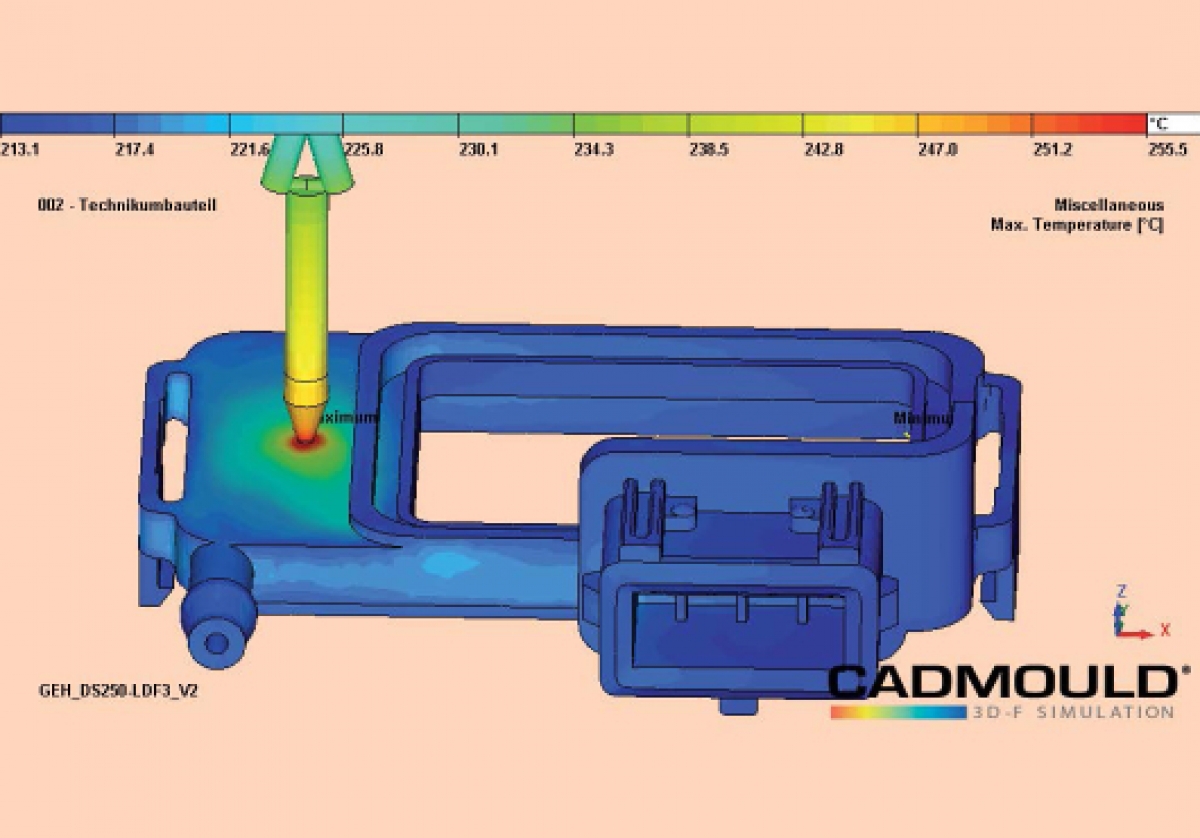
V ka×dém p°ípadņ však simulaĶní software Cadmould® m∙×e poskytnout, p°i zpracování vtok∙ odpovídajícím zp∙sobem, d∙le×ité informace o vhodném „vnit°ním“ dimenzování horkých trysek. Za tímto úĶelem lze pou×ít modul Cadmould®Fill, viz p°íklad na obrázku 1.
") | |
| obr. 1: P°íklad vývoje maximálních teplot taveniny v Ķásti horké trysky (a ve výst°iku) |
P°estup tepla z horké trysky do oceli formy – ovlivnņní teploty tvarové dutiny
U×ivatel softwaru Cadmould®, pokud má vedle základní modulární verze k dispozici také modul Cadmould®3D T-Box, m∙×e ji× p°ed koneĶnou konstrukcí vst°ikovací formy zjistit, jakým zp∙sobem bude ovliv“ovat p°estup tepla z horké trysky do oceli formy vlastnosti vst°ikovaného výrobku.
Zvýšená teplota v bliךí nebo i vzdálenņjší oblasti od ústí horké trysky m∙×e mít vliv p°edevším na tyto vlastnosti plastového výrobku:
- vzhled výrobku
- vznik propad∙ u vtokového ústí
- deformaci konstrukce
- dobu vst°ikovacího cyklu
Z uvedeného výĶtu je patrné, ×e alespo“ u nņkterých plastových konstrukcí by simulaĶní analýza p°estupu tepla z horké trysky do oceli formy p°inesla zp°esnņní a doplnņní celkových simulaĶních podklad∙.
Vliv horké trysky na teplotu tvarové dutiny je patrný z obrázku 2.
 | |
| obr. 2: Teplota bloku formy v 36 s doby vst°ikovacího cyklu. Vliv p°estupu tepla z horké trysky na teplotu ve zvoleném °ezu |
Více info na http://cadmould.cz
- autor:
- Plasty Gabriel s. r. o.
-

Plasty Gabriel s.r.o.
Vstrekovanie plastov, anal²za vstrekovania plastov, softvķr Cadmould pre anal²zu a optimalizßciu vstrekovania plastov, simulßcia vstrekovania plastov.
- www.plastygabriel.cz
- Meziho°Ē 262, Moravskķ KnĒnice
Mohlo by vßs tie× zaujĒmaØ
-

SUBTER PLUS s.r.o. sa stßva v²hradn²m zßstupcom O.C.S. s.r.l. pre formy na gumßrenskķ v²robky v strednej Eur¾pe
- 01.11.2024
- Vstrekovacie formy
- Guma
- Vstrekovacie formy
SpoloĶnosØ SUBTER PLUS s.r.o. z Jind°ichovho Hradca sa stala v²hradn²m zßstupcom talianskeho v²robcu O.C.S. s.r.l. pre formy na gumßrenskķ v²robky v ╚esku, PoŠsku, na Slovensku, v Slovinsku a Ma’arsku. O.C.S. s.r.l. pon·ka Üpecializovanķ formy na vstrekovanie, lisovanie a komplexnķ gumßrenskķ...
-

JAN SVOBODA: Rosn² bod a jeho v²znam pre plastikßrov
- 16.08.2024
- Vstrekovacie formy
- ┌dr×ba vstrekovacĒch foriem
Pre plastikßrov je rosn² bod kŠ·Ķov²m faktorom, preto×e ovplyv“uje kondenzßciu na formßch. Vysokß vlhkosØ vy×aduje vyÜÜiu teplotu formy, aby sa voda nekondenzovala. Chladnķ formy sp¶sobuj· r²chle povrchovķ tuhnutie plastu, Ķo vedie k napõtiu a deformßcißm. Pre minimalizßciu vßd a predÕ×enie...
-

SpoŠahliv² partner v oblasti lisovania plastov - spoloĶnosØ TRISPOL, Ing. FrantiÜek Adßmek
SpoloĶnosØ TRISPOL, Ing. FrantiÜek Adßmek, je Üpecialista na vstrekovanie plastov a v²robu plastov²ch v²robkov, foriem na vstrekovanie plastov, lisovacĒch nßstrojov a profesionßlnu 3D...
-

ALFA CHROM servis s.r.o.: VßÜ partner pri opravßch a modifikßcißch foriem a strojn²ch s·ĶastĒ
- 17.04.2024
- Vstrekovacie formy
- ┌dr×ba vstrekovacĒch foriem
V roku 1991 vznikla firma ALFA CHROM servis s.r.o. cieŠom poskytovaØ vynikaj·ce slu×by v oblasti galvanizßcie. ZaĶali sme s tvrdochr¾mov²mi povlakmi na formy a strojov²mi s·ĶasØami, no postupom Ķasu sme zistili, ×e naÜe zruĶnosti a technologickķ vedomosti by mohli sl·×iØ aj in²m...
-

RozÜĒrenie portf¾lia spoloĶnosti PANAS Tools s.r.o. o kalibre zn.TRUTHREAD
- 12.02.2024
- Vstrekovacie formy
- ┌dr×ba vstrekovacĒch foriem
PANAS Tools s.r.o. zahßjil nov· spoluprßcu so svetovo uznßvan²m v²robcom kalibrov TRUTHREAD, ktor² so svojimi viac ako 40 roĶn²mi sk·senosØami na trhu, pon·ka v²robu a dodßvku najrozsiahlejÜieho sortimentu zßvitov²ch a hladk²ch...
-

Novinky zo sveta priemyselnej chķmie od spoloĶnosti Spectra
- 18.12.2023
- Vstrekovacie formy
- ┌dr×ba vstrekovacĒch foriem
Ponuka priemyselnej chķmie od Ķeskej spoloĶnosti Spectra sa rozÜĒrila o niekoŠko u×itoĶn²ch noviniek, ktorķ Vßm predstavĒme prßve v tomto...
-

AS LASER WELDING ¢ konÜtrukcia vyfukovacĒch a vstrekovacĒch foriem s pomocou CAD rieÜenĒ Cimatron
S nadsßdzkou sa oznaĶujeme ako äpartner inovßtorovō, preto×e pomßhame firmßm s r²chlym a efektĒvnym v²vojom, hovorĒ Marek Musil prokurista spoloĶnosti AS LASER WELDING s.r.o. PreĶĒtajte si rozhovor o ·speÜnej spoluprßci spoloĶnosti AS LASER WELDING s.r.o. so spoloĶnosØou technology-support s.r.o.,...
-

ALFA CHROM servis investuje do bud·cnosti: rozÜĒrenķ v²robnķ priestory a novķ ×eriavy Demag
- 15.02.2023
- Vstrekovacie formy
- ┌dr×ba vstrekovacĒch foriem
äÄeriavy Demag s· naÜou investĒciou do bud·cnosti,ō hovorĒ AleÜ Koutn², konateŠ firmy ALFA CHROM servis. SpoloĶnosØ ALFA CHROM servis, ktorß sa venuje najmõ opravßm foriem pre automobilov² priemysel, rozÜĒrila poĶas uplynulķho roka svoje v²robnķ priestory na dvojnßsobok a vybavila ich dvojicou...
-

Mikron MILL P900: Ideßlne rieÜenie pre nßstrojßrne a v²robcov precĒznych dielov
- 13.02.2023
- Vstrekovacie formy
- Nßstrojßre“
- Vstrekovacie formy
SpoloĶnosØ GF Machining Solutions patrĒ medzi ÜpiĶkov²ch dodßvateŠov obrßbacĒch strojov a rieÜenĒ pre automatizßciu. Zameriava sa na v²robcov foriem, nßstrojov a dodßvateŠov presn²ch dielov. Do svojej ponuky preto zaradila Mikron MILL P 900 s portßlov²m rßmom z minerßlneho bet¾nu, ktor² vßm...
-

technology-support: KonÜtrukcia foriem s pomocou CAD/CAM Cimatron vo firme Juraj Pittner
- 05.10.2022
- Vstrekovacie formy
- Rozhovory
- Vstrekovacie formy
Pßn Juraj Pittner sa pohybuje vo svete vstrekovacĒch foriem u× 20 rokov a od roku 2011 mß vlastn· konÜtrukĶn· kancelßriu. Pred t²m niekoŠko rokov p¶sobil ako technol¾g a konÜtruktķr v nemeckej firme Meinecke Formenbau GmbH. Pre svoju prßcu vyu×Ēva CAD/CAM rieÜenie Cimatron, ktorķ je urĶenķ...


Plastikßrsky slovnĒk
