Hĺbková Moldex3D analýza formy pred výrobou od spoločnosti SimulPlast
Po dobu této činnosti byly úspěšně optimalizovány stovky výrobků a forem a podařilo se předejít řadě problémů souvisejících s chybami designu dílů a konstrukce forem. Tematika používání CAE softwaru při vývoji plastových dílů s následnou optimalizací formy je již dlouhou dobu diskutovaná odbornou veřejností. Častým důvodem neprovedení analýzy dílu a formy je argument, že za tuto činnost je zodpovědný výrobce formy. V tomto článku se budeme věnovat analýze vtokové soustavy.
Proces poptávky formy začíná zasláním hotového designu dílu s informacemi o plastovém materiálu a požadavků na vzhledové resp. funkční časti dílu do nástrojárny. Trendem některých dodavatelů je velmi rychlé zaslání návrhu vyrobitelnosti (DFM) s variantami pozic vtoků, ověřením odformovatelnosti (odformovací úhly), pozic vyhazovačů či tahačů s maximálním respektováním designu dílu navrhnutého zákazníkem. Nechybí ani pozice studených spojů, které řeší spíše estetické nároky na díl. Co však analýza výrobce formy neřeší je pevnost studených spojů, možné další vzhledové chyby, reálné deformace a jejich příčiny. Velmi často ve snaze získat zakázku jsou v simulaci použity nereálné parametry vstřikování. Např. naplnění výlisku buď velmi rychle za desetinu optimálního času, aby materiál zatekl i do nejtenčích stěn, anebo extrémně pomalý vstřik, aby se snížily tlaky, případně je nastavená teplota taveniny vysoko nad reálnou hodnotou s cílem snížit uzavírací sílu, zredukovat počet vtoků, apod.
Na základě těchto podkladů vznikne forma, která v praxi může mít velké množství problémů. Její odladění trvá dlouho, je nákladné, musí se udělat náročné úpravy a v nejhorším případě je nutné ji vyrobit znovu. Přitom by stačilo být skutečně odborným partnerem svému zákazníkovi. Namísto slepého uznání požadavků zákazníka je třeba poukázat na nedostatky designu dílu, nepromyšlené nároky, které díl v konečném důsledku nepotřebuje, resp. jiné požadavky (pozice a počet vtoků, respektování vlastností materiálu apod.).
 |
|
|
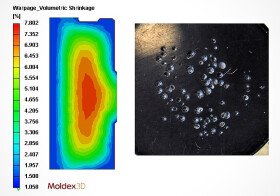
Obr.1: Velká lokální tloušťka stěny způsobuje porozitu hotového výrobku (obr. vlevo – velké objemové smrštění v tlustostěnné oblasti, obr. vpravo – porozita materiálu uvnitř tlustostěnné oblasti dílu vlivem velkého objemového smrštění) |
Příkladem je konstrukce jednoduchého dílu, kde bylo porušeno několik zásad správného designu plastového výlisku, doplněná chybami konstrukce formy. Nejprve designer dílu nedodržel základní pravidla o tloušťce stěny výlisku a konstruktér formy navrhl poddimenzované průměry vtoků s velmi malým ústím vtoku a navíc s nesprávnou pozicí na výlisku. Výsledkem je chybný výlisek s propadlinami, porozitou (viz. obr.1) a šmouhami (viz. obr.2). Po vyhodnocení situace byla zákazníkovi doporučená změna designu. Navzdory protestům ohledně termínu začátku výroby (SOP za 2 týdny) po prověření návrhů vyplývajících ze simulace koncový zákazník sám na jejich základě upravil design dílu a dal si ho opětovně prověřit výpočtem. Nové řešení bylo bezchybné. Konečné náklady za opravu formy byly na úrovni 10% z ceny formy. V každém případě nižší, než případné reklamace způsobené praskajícími výlisky vlivem porozity, resp. znehodnoceným vzhledem výlisku.
 |
|
|
Obr.2: Poddimenzovaný průměr ústí vtoku způsobuje degradaci materiálu – povrchové šmouhy |
Dalším velmi častým problémem je volba pozic horkých trysek a jejich časování při kaskádě. Snaha po snížení prvotních nákladů při výrobě formy vede k maximální redukci počtu trysek, což vede k vysokým plnícím tlakům spojeným s tvorbou tzv. lesklin povrchu a neumožňuje správné načasování otevírání kaskády – vytvářejí se tlakové čáry na povrchu. Protože výměna horkého systému je velmi vysokým nákladem (řádově desetitisíce €), řeší se to následně lakováním (dodatečné náklady na lakování), manuální úpravou povrchu výlisku (dodatečné náklady na pracovníka), anebo v lepším případě dohodou se zákazníkem na nižší kvalitě vzhledu povrchu (akceptace menších propadlin, viditelnost studených spojů, apod.), což může vést i ke ztrátě stupně kvality dodavatele. Stanovením správného počtu a rozmístění trysek horkého systému se zjednoduší nastavení vstřikovacích parametrů při spuštění standardní produkce. Stabilnějším řešením, které je v souladu se současným trendem Průmysl 4.0, je použití tlakových senzorů na časování otevírání jehel horkých vtoků. Takovéto řešení přináší reálné otevírání jehel zohledňující výkyvy procesu výroby (kolísání kvality taveniny, změny šarže materiálu apod.). Na jednoduché liště dlouhé 900 mm o tloušťce 2,2 mm, což je dnes standard pro interiérové díly, je ilustrovaný vliv počtu a pozic trysek na vznik tlakové čáry a nárůst tlaku, který může vyvolávat vznik tzv. „lesklin“. Sledovaný byl vliv okamžiku otevření trysky na profil rychlosti čela taveniny a spotřeba plnícího tlaku. Pro 900 mm lištu je možné použít 3 – 5 trysek. Všeobecný trend je použít co nejméně trysek kvůli šetření nákladů.
 |
|
|
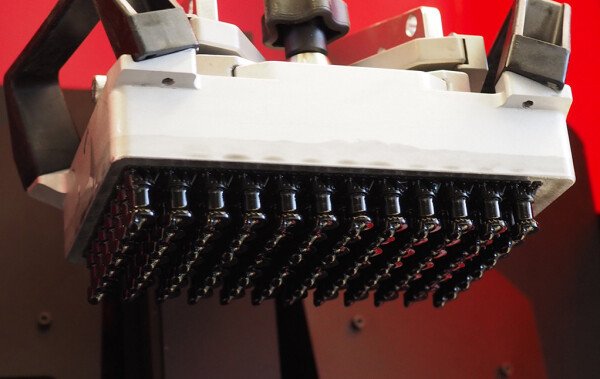
Obr.3: Modely rozmístění trysek pro kaskádové vstřikování |
Prověřeny byly tři modely (viz. obr.3):
Model 1 - tři trysky s rovnoměrnou vzdáleností ¼ délky dílu
Model 2 - tři trysky se vzdáleností zohledňující pozdější otevírání jehel
Model 3 - pět trysek s optimalizovanou vzdáleností na tlak a otevírání jehel
U modelu č. 1 se stejnoměrnou vzdáleností trysek dochází ke změně rychlosti čela taveniny při otevření krajních trysek. To se projevuje vznikem tlakové čáry resp. změny odstínu odlesku (viz. obr.4). Tlak je vyrovnanější u modelu č. 2 díky optimalizaci otvírání jehel. Pozdější otvírání jehly zabraňuje prudkému nárůstu rychlosti taveniny a tím i nežádoucímu jevu za vzniku povrchových vad. Podobně je tomu u modelu číslo 3 s pěti tryskami.
Nejmenší nárůst tlaku a tím také nejnižší nebezpečí vzniku „lesklin“ je u modelu s 5-ti tryskami. Optimalizací počtu a pozice trysek horkého vtokového systému a zohledněním použitého materiálu je možné efektivně předcházet nekvalitě výrobků a snížit náklady spojené s dodatečnou úpravou výlisků či formy, resp. předcházet možné ztrátě zákazníka.
 |
|
|
Obr.4: Typy vzhledových vad: lesklina (vlevo), povrchová čára (uprostřed), změna lesku povrchu (vpravo) |
 |
|
| Obr. 5: Z ľava: Profil vstřikovacího tlaku při plnění dutiny formy u modelu 1 (červená čára) a u modelu 2 (zelená čára): delší dráha toku taveniny z druhé trysky u modelu 2 vyvolává vyšší spotřebu tlaku. Profil vstřikovacího tlaku při plnění dutiny formy u modelu 1 (červená čára) a u modelu 3 (zelená čára): větší počet trysek snižuje celkovou spotřebu tlaku a účinnější je i působení dotlaku, což pomáhá při odstraňování propadlin. |
Závěr:
Zapojení simulačního softwaru Moldex3D již do rané fáze nových projektů umožňuje získat dostatečnou jistotu při interních rozhodovacích procesech. Pro konstruktéry je výhodná jeho implementace do CAD softwarů NX, Creo, SolidWorks a SolidEdge, přičemž pracovat dokáže bez problémů i s celou řadou dalších CAD datových formátů. Moldex3D slouží zejména pro ověření designu dílu a formy, ale může také následně pomoci při hledání příčin problémů s kvalitou výroby. Výstupy ze softwaru tak pomáhají konstruktérům a výrobcům forem při optimalizaci (geometrie dílu/dutiny, design chladicích systémů, umístění, rozměry a počty vtoků atd.), případně i technologům při řešení výrobních problémů a redukci výrobních časů. Díky přesným a spolehlivým výsledkům se stal simulační software Moldex3D základem pro dobrou kvalitu finálních výlisků.
-

SimulPlast s.r.o.
Dizajn a konštrukcia foriem, simulácie, analýzy, školenie na vstrekolisy, semináre z oblasti vstrekovania plastov, skúšky a testovanie plastov.


Komponenty zákazkového relé - sériová výroba 3D tlačou od spoločnosti cotu s.r.o.
4.4.2025 Ako môže byť 3D tlač využitá na sériovú výrobu komponentov? Prostredníctvom stereolitografie (DLP technológie) na zariadeniach ASIGA vyrábame finálne diely pre zákazkové relé spoločnosti RELMAG electronic.