Ing. Lubomír Zeman: Index toku taveniny a jeho využitie v technológii vstrekovania termoplastov - teória a prax 2. časť

Kapilární reometrie – tokové křivky
Úkolem reometrie je experimentální stanovení funkční závislosti mezi tečným napětím a gradientem rychlosti pro daný vzorek kapaliny, tzn. závislosti zdánlivé viskozity na tečném napětí nebo gradientu rychlosti.
Pro měření tokových křivek nenewtonských kapalin se nejčastěji používají průtokové kapilární viskozimetry s nastavitelným tlakovým spádem. Přímo měřitelnými veličinami jsou objemový průtok V a tlakový spád Δp měřené na kapiláře s poloměrem R a délkou l.
Přímým výsledkem měření na kapilárním reometru je soustava údajů tlakového spádu a k němu příslušného objemového průtoku. Jako první zpracování se provádí výpočet proměnných – smykového napětí a gradientu rychlosti D (případně i zdánlivé viskozity) a nakreslení tokové křivky (reogramu). K charakterizaci toku nenewtonských kapalin je proto nutno znát průběh závislosti η = η.(D) v širším intervalu gradientů rychlosti D.
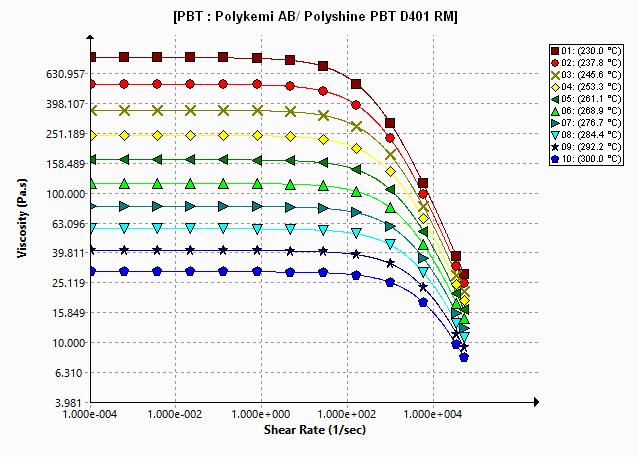
Viskozitní křivka (toková křivka,reogram) je grafický záznam závislosti dynamické viskozity na rychlostním spádu, na smykové rychlosti (Shear Rate) – obr. č. 7.
 |
|
| Obr. č. 7 : Vizkozitní křivky – tokové křivky – reogram : závislost viskozity na smykové rychlosti ( Shear Rate ) pro různé teploty,zjištěná za podmínek smykových rychlostí obvyklých pro vstřikování termoplastů,zde do 10 000 s-1 |
Obrázek č. 7 ukazuje rozsah smykové rychlosti do 10 E4 s-1; obvyklé rozsahy smykových rychlostí pro vybrané zpracovatelské technologie jsou: lisování – 10 E0 až 10 E1 s-1, vytlačování – 10 E1 až 10 E3 s-1, vstřikování – 10 E2 až 10 E5 (10 E6) s-1.
Zákonitosti, které je možno aplikovat na vstřikování termoplastů, a které vyplývají z reogramů:
- z fyzikálního hlediska vnitřním odporem proti toku materiálu je jeho viskozita, která je u polymerních materiálů závislá jak na teplotě, tak i na hodnotě smykové rychlosti; jedná se o exponenciální závislost
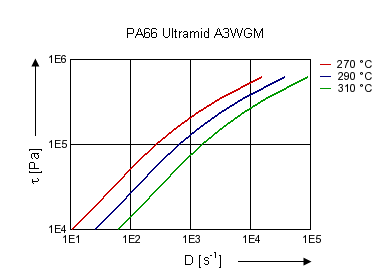
- s rostoucí teplotou zpracování daného polymerního materiálu jeho viskozita v závislosti na smykové rychlosti klesá
- obecně platí – čím je viskozita polymerní taveniny větší, tím je její tekutost, tj. schopnost bezproblémově zaplnit lokální tvary dutiny formy menší a naopak, nižší viskozita polymerní taveniny umožní použít pro vstřikování daného materiálu nižší zpracovatelskou teplotu, případně nižší vstřikovací tlak a nižší vstřikovací rychlost; čím je vyšší teplota, tím je nižší viskozita a čím je vyšší smyková rychlost, tím je nižší viskozita – materiál lépe teče
- uvedené zákonitosti ilustruje obrázek číslo 8
 |
|
| Obr. č. 8: Tokové křivky pro PA66 Utramid pro teploty z výrobcem doporučeného zpracovatelského pásma |
Z výše uvedeného a zejména ze zobrazení tokové křivky je zřejmé, že pro rychlé praktické využití při zpracování termoplastů vstřikováním nejsou tokové křivky vstřikovaných materiálů tím nejvhodnějším podkladem. Křivky jsou důležitými vstupními parametry například pro simulační výpočty, ale pro rychlou orientaci při rozhodování o výběru materiálu pro danou aplikaci,při úvahách o nastavení technologických parametrech zpracování, a pod. nejsou vhodné, jejich měření je relativně nákladné a navíc vyžadují i potřebné znalosti, které, omlouvám se, obvykle ve vstřikovnách chybí.
Index toku taveniny
Proto se v oboru vstřikování vžila praxe uvádět z reologických dat ne tokové křivky, ale charakterizovat daný granulát jednou hodnotou nazvanou Index Toku Taveniny – ITT, který se obvykle uvádí i v materiálových databázích, v materiálových listech nebo atestech příslušných termoplastů. Zejména u vysoce navlhavých polyamidů se místo ITT někdy používá hodnota viskozitního čísla.
U výše uvedených podkladů je nutno si uvědomit, že vlastnosti polymerů nejsou nikdy absolutní hodnotou, zejména vzhledem k rozdílným délkám řetězců makromolekul ve struktuře polymeru, jejichž četnost v závislosti na délce je vyjádřena distribuční křivkou. Atest potvrzený dodavatelem je jakýmsi záručním listem pro zpracovatele polymeru, zatímco databázový údaj nebo údaj v materiálovém listu má pouze informativní charakter a pro případnou reklamaci není závazným dokumentem – uvádí se tzv. obvyklá hodnota.
Jak jsem již uvedl,s viskozitou souvisí obecně, pro popis polymerních tavenin, používaná charakteristika - index toku taveniny (ITT, MFI - Melt Flow Index) - ČSN EN ISO 1133-1:2012 Plasty – Stanovení hmotnostního (MFR) a objemového (MVR) indexu toku taveniny termoplastů -Část 1: Standardní metoda (MFR – Melt Mass Flow Rate; MVR – Melt Volume Flow Rate); Část 2: Metoda pro materiály citlivé na časově teplotní historii a/nebo vlhkost.
 |
|
Část 1 normy specifikuje dvě metody pro stanovení obou typů – MFR (hmotnostní), MVR (objemový) - indexů taveniny. Metoda A měří hmotnost vytlačené taveniny a metoda B měří posuv pístu zkušebního výtlačného,kapilárního plastometru. Zkušební podmínky tj. teplota taveniny a její zatížení, které se vždy musí udávat u hodnoty indexu toku taveniny, jsou obvykle specifikovány v normě pro daný materiál, respektive v příloze A normy jsou uvedeny běžně používaní zkušební podmínky. Pokud zkušební podmínky nejsou k dispozici musí být smluvně dohodnuty mezi zainteresovanými stranami.
Část 2 normy 1133 specifikuje postup stanovení obou typů indexu toku taveniny pro termoplasty, které vykazují vysokou reologickou citlivost na časově teplotní historii, kterou vzorek prošel během zkoušky nebo jsou citlivé na vlhkost. Základní rozdíl oproti části 1 je v tom,že část 2 předepisuje přísnější tolerance teploty válce pro měření ITT a tolerance doby po níž je materiál vystaven teplotě zkoušky. Časově teplotní historie je přesněji řízena a tedy se sníží kolísání výsledků, které by byly zjištěny podle podmínek uvedených v části 1. Zpřesnění ITT také přispívá k informacím pro zpracování materiálů citlivých na vlhkost.
V materiálových podkladech ke vstřikovacím materiálům se také mohou objevovat hodnoty MVR nebo MFR měřené podle ASTM D 1238 (American Society for Testing and Materials International - Americká společnost pro testování a materiály).
Objemový index toku taveniny (MVR) je obecně vhodný pro porovnávání materiálů s různým obsahem plniva a pro porovnávání plněných a neplněných termoplastů.
Hmotnostní index toku taveniny (MFR) lze stanovit z MVR nebo naopak za předpokladu,že známe její hustotu při teplotě a tlaku použitých při zkoušce.
 |
|
| Obrázek č. 9 : Porovnání průběhu hodnoty indexu toku taveniny hmotnostního – křivka 1 – a objemového – křivka 2 na obsahu plniva v kompozitu s polymerní matricí |
Viskozitní číslo zředěného roztoku
Norma ČSN EN ISO 307:2007 Plasty – Polyamidy - Stanovení viskozitního čísla definuje metodu stanovení viskozitního čísla zředěných roztoků polyamidů ve specifikovaných rozpouštědlech. Vzorky hodnocených PA musí být v daných rozpouštědlech zcela rozpustné. U některých typů PA plus aditiva typu retardéry hoření,různé modifikátory - aditiva ovlivňují měření viskozitního čísla,které je mírou molekulové hmotnosti polymeru i když ji přesně neodpovídá.
Viskozitní číslo se používá u materiálů typu PA nebo PC,které jsou náchylné k hydrolytické degradaci nebo u materiálů u nichž se jejich vlastnosti zvyšují síťováním.
Hydrolytická degradace - u polyamidů a polyesterů ( zejména PET ), které jsou hydroskopickými materiály, musíme počítat s degradací způsobenou vodou ve všech skupenstvích (vzdušná vlhkost, déšť,sníh,atd.), s degradací hydrolytickou. Hydrolýza amidových skupin vede ke štěpení řetězců a ke zvýšené tvorbě reaktivních center. K potlačení hydrolytické degradace granulátů je nutno,před jejich zpracováním, jejich vysušení.
Síťování – terminačními reakcemi (terminace = ukončení reakce,zánik aktivních center řetězových a katalyzovaných reakcí) dochází k síťování polymerních řetězců,což má za následek růst molární hmotnosti,vedoucí až k tvorbě nerozpustného polymeru. Síťování je proces , při kterém polymerní řetězce podléhají reakci , která vytváří vazby (nazývané příčné vazby) mezi různými řetězci (nebo případně mezi dvěma různými body stejného řetězce) na úrovni reaktivních funkčních skupin. Tyto vazby mohou být kovalentní nebo iontové, tedy silné. S tvorbou vazeb se mění chemicko - fyzikální vlastnosti polymeru v závislosti na relativním množství těchto vazeb.
V souvislosti s měřením viskozitního čísla zředěného roztoku je nutno uvést i normu ČSN EN ISO 1628:2009 Plasty – stanovení viskozity polymerů ve zředěných roztocích kapilárním viskozimetrem.
Metoda je použitelná pro kontrolu při výrobě a pro mezi produktové porovnávání jednotlivých materiálů. Odchylky viskozitního čísla mohou být způsobeny buď samotným PA nebo vlivy způsobenými přísadami nebo obojím. Molekulová hmotnost má výrazný vliv na vlastnosti makromolekulárních látek - polymerů. Krátké molekulární řetězce s nízkou molekulová hmotností,přítomné ve větším množství v polymeru,zhoršují jeho mechanické a fyzikální vlastnosti,snižují viskozitu jeho taveniny. Naopak zvyšování velikosti makromolekul má příznivý vliv na mechanické vlastnosti, ale při vysokých hodnotách je polymer již obtížně zpracovatelný, protože je značně viskózní, má nízkou tekutost.
Konec druhé části. Pokračování 13. 12. 2024
První část naleznete zde.
Ilustrační foto: AI


Bez vodiacich stĺpikov a s elektrickým pohonom na optimalizáciu výroby: ENGEL rozširuje radu victory
21.3.2025 Spoločnosť ENGEL rozširuje svoj známy rad vstrekovacích strojov victory bez vodiacich stĺpov o predchádzajúci model e-motion TL, ktorý sa teraz predstavuje ako victory electric. Tento inovatívny prírastok spája výhody technológie bez...