Ing. Lubomír Zeman: Index toku taveniny a jeho využitie v technológii vstrekovania termoplastov - teória a prax 5. časť
S pojmem degradace může být propojen i pojem stabilizace. Například auditor jakosti může položit otázku, zda dlouhodobé skladování polymerních materiálů může vést ke zhoršení vlastností v důsledku jejich stárnutí. Příkladem odpovědi na takovou otázku může být odkaz na práci autorů Shenoy, A.V, Saini, D.R.: Melt Flow Index: More Than Just A Quality Control Rheological Parameter, Advances in Polymer Technology, 10/2017. Autoři práce zjistili, že mechanické vlastnosti, jako je pevnost v tahu při kluzu, pevnost v tahu, prodloužení při přetržení, dielektrické a elektrické vlastnosti se po dobu skladování 13 let nestabilizovaného a stabilizovaného LDPE (polyetylen nízké hustoty) změnily velmi málo. Nejmarkantnější změna během uvedené doby byla u hodnoty ITT. Z obrázku číslo 19 je vidět, že pro nestabilizovaný materiál (LDPE – I) je do doby skladování cca 17 let více méně lineární změna ITT. Pro stabilizovaný materiál (lDPE – II), během období 17 let je pozorováno pouze mírné snížení ITT. Změny v hodnotách ITT lze přičíst procesu oxidace a síťování.
 |
|
| Obr. č. 19 : Závislost změny ITT na době skladování ( roky ) pro LDPE |
V předešlém odstavci je zmíněn pojem síťování. Pod tímto pojmem rozumíme vzájemné spojování polymerních řetězců, za vzniku prostorové sítě. Obecně je možno uvést, že zesíťováním se u polymerů snižuje jejich rozpustnost (v rozpouštědlech pouze bobtnají,zvětšují svůj objem), ztrácejí tavitelnost a termoplasticitu, ale naopak se u nich zvyšuje tvarová stálost za zvýšených teplot, u některých se zvyšuje i odolnost vůči chemikáliím. Čím má polymer hustší síť, tím obtížněji do něho vnikají nízkomolekulární látky a tím klesá jeho bobtnavost a i navlhavost.
Síťovací reakce je takémožno hodnotit podle změny ITT jak ukazuje obrázek číslo 20.
 |
|
| Obr. č. 20 : Závislost změny ITT na teplotě a času zesíťování pro PPS |
Charakteristickou vlastností téměř všech termoplastů je větší nebo menší schopnost přejímat z okolního prostředí, ve kterém se nacházejí, nízkomolekulární látky nebo je do svého okolního prostředí uvolňovat. Uvedené se zejména týká vlhkosti, respektive obsahu vody v granulátu nebo v objemu výstřiku.
Pro ilustraci výše napsaného konstatování uvedu několik příkladů rovnovážného procentuálního objemu vlhkosti, tj. stavu nasycení vlhkostí při teplotě 25 °C a relativní vlhkosti 50 % pro vybrané termoplasty – PP, PE, PS < 0,10 %, PC 0,15 %, PC/ABS, PET 0,20 %, PBT 0,25 %, ABS 0,45 %, PMMA 0,60 %, PA 66 2,50 % až 3,50 %, PA 6 2,8 % až 3,6 %.
Pohlcování vody přímo z kapaliny se nazývá nasákavost, přijímání ve formě páry, například ze vzduchu, se nazývá navlhavost, obvykle mluvíme o navlhavosti plastů. Navlhavost je vratný proces, tzn., že granulát, respektive výstřiky z navlhavých termoplastů ve vlhkém prostředí vlhkost absorbují a naopak v suchém prostředí vysychají. Jedná se o difuzní děj, kdy dochází k samovolnému pronikání molekul vody z oblasti o vyšší koncentraci – okolního prostředí – do oblasti nižší koncentrace – do granulátu nebo výstřiku – a naopak.
 |
|
Obsah vlhkosti v granulátu před jeho zpracováním je při vstřikování termoplastů velmi závažný problém. Obvykle i velmi malý obsah vody způsobuje u výstřiků jak zhoršení mechanických vlastností,tak i zejména povrchové vady – stříbření,nerovnoměrný lesk, matování, lokální změny barevného odstínu,stopy po unikající páře, mokrý materiál může v plastikační komoře vstřikovacího stroje rychle degradovat – hydrolytická degradace – zejména u výstřiků s větší tloušťkou stěn se mohou objevovat bubliny. Dále je nutno mít na paměti, že s obsahem vlhkosti ve výstřicích se mění jejich objem a hmotnost, což nepříznivě ovlivňuje jejich tvarovou a rozměrovou přesnost a stabilitu rozměrů a tvarů (navlhavost je vratný proces).
Polymerní tavenina s větším obsahem vlhkosti než je výrobcem granulátu přípustná hodnota má také větší tekutost,vyšší hodnotu ITT, nižší viskozitu,což může vést až k přetokům v dělících rovinách vstřikovací formy. Důvodem, proč tomu tak je, je skutečnost,že viskozita polymerů je funkcí relativní molekulová hmotnosti polymeru. Se snižující se relativní molekulovou hmotností vlivem nízkomolekulární kapaliny, vody, dochází k hydrolytické degradaci polymeru,a tedy se snižující se délkou řetězců, dochází ke snižování viskozity polymeru a hodnoty indexu toku taveniny jsou vyšší. Ukážeme si to na příkladu velmi hydroskopického materiálu,kterým je polyester PET, obrázek číslo 21. Při nižším obsahu vlhkosti jeden materiál dosáhne rovnovážnou hladinu indexu toku taveniny pod 0,035 % (modrá křivka), zatímco druhý stále vykazuje mírnou změnu při nižším obsahu vlhkosti a rovnováhy dosáhne pod 0,02 % vlhkosti. Obecně hodnota MVR v závislosti na vlhkosti stoupá se zvyšujícím se obsahem vlhkosti.
 |
|
| Obr. č. 21 : Typická závislost objemového indexu toku taveniny na obsahu vlhkost v procentech pro dva typy PETu |
Již jsem se zmínil o biorozložitelnosti a v souvislosti s tlakem na využívání vstřikovacích materiálů s uvedenou vlastností je nutno konstatovat, že kromě kladných vlastností mají tyto materiály i řadu neduhů, přičemž jedním z nich je hydrolytická degradace. V odborné literatuře je možno nalézt pro PHB (polyhydroxybutyrat, z obnovitelných zdrojů, biorozložitelný) tyto hodnoty - před hydrolýzou byl objemový index toku taveniny (21,0 +/- 2,2) cm3/10 minut při podmínkách zkoušky a po ukončení hydrolýzy, působení vody trvalo 60 hodin, byla hodnota ITT (229 +/- 9) cm3/10 minut, při stejných podmínkách. Hodnota MVR se v průběhu hydrolitické degradace zvýšila více než 10 x, což indikuje výrazné snížení molekulové hmotnosti.
Je samozřejmé, že změna indexu toku vlivem vlhkosti se také týká kompozitních materiálů, jak ukazuje obrázek číslo 22, na kterém je vidět změna hmotnostního indexu taveniny MFR v závislosti na době hydrolýzy pro různé teploty taveniny při 95% relativní vlhkosti, materiál PBT GF 30.
 |
|
| Obr. č. 22 : Změna hmotnostního indexu taveniny MFR v závislosti na době hydrolýzy ( h ) pro různé teploty taveniny při 95 % relativní vlhkosti,materiál PBT GF 30 |
|
Vlhkost obsažená v granulátu, respektive ve výstřiku z navlhavého materiálu má za následek snižování fyzikálních i mechanických vlastností. Jeden výsledek tohoto negativního vlivu je vidět na obrázku číslo 23 a, b, kde je znázorněna závislost napětí v tahu na deformaci pro zkušební tělesa z materiálu PA66 (Ultramid A3K). Obrázek 23a se týká vysušeného materiálu – 80 °C/10 hodin, obrázek 23b ukazuje křivky závislosti pro navlhlý granulát. Z materiálového listu uvedeného polyamidu je možno vyčíst údaje týkající se jak tekutosti,tak i navlhavosti – typický objemový ITT podle ISO 1133 = 120 cm3/10 minut (275 °C/5 kg),viskozitní číslo (0,5 % v 96 % H2SO4) podle ISO 307, 1157, 1628 = 150 cm3/g, nasákavost podle ISO 62 = 8% až 9%, navlhavost při 23 °C a 50% relativní vlhkosti, podle ISO 62 = 2,5% až 3,1%.
 |
|
| Obr. č. 23 a,b : Závislost napětí v tahu na deformaci při různých teplotách, PA 66 – a) sušený , b) navlhlý |
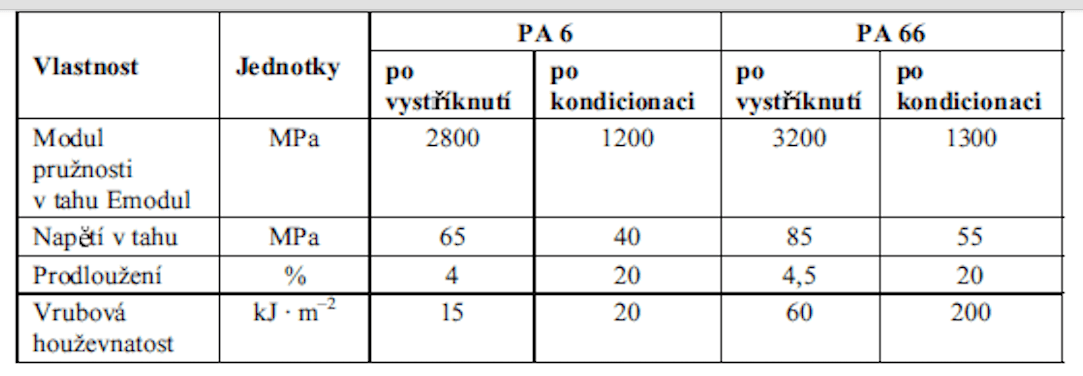
Z grafických závislostí je pro příslušnou teplotu měření zřetelný pokles napětí v tahu daného navlhlého polymerního materiálu. Například napětí v tahu sušeného materiálu měřeného při teplotě 23°C a prodloužení 4% dosahuje hodnoty 85 MPa, u navlhlého materiálu je napětí v tahu, měřené za stejných podmínek, prakticky poloviční, 40 MPa, tedy materiál ztratil pevnost a tuhost, ale získal houževnatost. Tohoto jevu se může využít u některých typů výstřiků z PA, kdy se při,například montáži, požaduje houževnatost tvarů a po montáži tuhost. V takovém případě je možno využít kondicionace, kdy se výstřik podrobí expozici ve vodě po určitou dobu, získá houževnatost (prodloužení, vrubová houževnatost) a následně se vysuší. Zvýšení tažnosti a vrubové houževnatosti ukazuje tabulka číslo 3.
 |
|
| Tabulka č. 3 : Zvýšení houževnatosti po kondicionaci polyamidů |
Materiál Ultramid A3K, PA66 patří mezi velmi navlhavé materiály, u takových to materiálů se někdy, ani při dlouhém sušení, nepodaří dosáhnout zpracovatelských, předepsaných hodnot zbytkové vlhkosti jak ukazuje obrázek číslo 24.
 |
|
| Obr. č. 24 : Vliv doby sušení na index toku taveniny pro PA 66 Ultramid A3K |
U takovýchto materiálů, přičemž k nim patří například i PC, je nezbytné kromě dobrého vysušení před zpracováním také zamezit kontaktu vysušeného materiálu s prostředím s vyšší relativní vlhkostí vzduchu, aby nedošlo k dalšímu navlhnutí. Týká se to například případů,kdy je z nějakých důvodů vstřikovací proces na delší dobu přerušen a vstřikovací stroj není vybaven sušící násypkou nebo není zásobován granulátem centrálně, případně není zpracován celý objem nakoupeného, předsušeného materiálu.
K sušení navlhavých granulátů je na trhu řada sušáren:
- sušárny se samovolnou cirkulací ohřátého vzduchu
- sušárny s nuceným oběhem ohřátého vzduchu
- sušárny s nuceným oběhem ohřátého vzduchu
- podtlakové sušárny
- tlakovzdušné sušárny
Z výčtu sušáren jsou pro dobré a ekonomické vysušení vhodné pouze poslední tři.
Obsah zbytkové vlhkosti je při zpracování navlhavých termoplastů – málo navlhavé: rovnovážný obsah vody je v rozmezí od 0,1% do 0,5%,například HI-PS, SAN, ABS, PET, PBT, PC; středně navlhavé: od 0,6% do 2,0%,například POM, PMMA, PA+SV, měkčené PVC, PA 11, PA12; silně navlhavé: větší než 2%,například CA, CAB, CAP, PA 6, PA 66, PA 610, PA 46 – velice důležitý parametr a,jak již bylo řečeno, před vlastním zpracováním konkrétního materiálu tento musí být připraven, vysušen pod přípustnou hodnotu zbytkové vlhkosti, jejíž hodnota by se měla měřit a tak umožnit operativně zasáhnout do technologického procesu vlastního vstřikování a i procesu sušení.
Metody pro stanovení obsahu vody v polymeru jsou dány v normách ČSN EN ISO 15512 (Plasty - Stanovení obsahu vody) a ČSN EN ISO 960 (Plasty - Polyamidy - Stanovení obsahu vody). Tyto normy předepisují metody stanovení obsahu vody v plastech granulovaných nebo ve tvaru konečných výrobků, každá z nich je pro různé úrovně stanovení obsahu vody:
- extrakce bezvodým methanolem – obsah zbytkové vlhkosti 0,1% a více - extrakční metoda založená na použití bezvodého methanolu a následné titraci vody dle metody Karl-Fischera
- odpaření vody - 0,01% a více – metoda je založena na principu odpařování vody pomocí zahřívaného suchého vzduchu nebo dusíku s následným stanovením shromážděné vody titrací vody dle Karl-Fischera
- manometrická metoda - 0,01% a více - principem metody je chemická reakce vody obsažené v polymeru s chemickým činidlem, kalciumhydridem CaH2 - přístroj Aquatrac německé firmy Brabender
- metoda založená na termogravimetrickém principu – tento přístroj pracuje na základětermogravimetrického principu, kdy na začátku měření stanoví analyzátor vlhkosti hmotnost vzorku (minimální hmotnost vzorku je 10 g), který je následně vestavěným halogenovým topným modulem rychle zahříván a tak dochází k odpařování vlhkosti z daného vzorku polymeru. Přístroj během sušení neustále stanovuje hmotnost vzorku (aktuální úbytek vlhkosti je zobrazen na dispeji přístroje) a po ukončení sušení se zobrazí výsledná hodnota obsahu zbytkové vlhkosti.
Závěr
Jak již bylo napsáno - index toku taveniny je definován tak jak se měří - jako hmotnost nebo objem hodnoceného materiálu, který proteče tryskou definovaného tvaru a rozměrů za dobu 10 minut, při daném zatížení a teplotě vztahující se k hodnocenému granulátu.
ITT se nehodí pro popis chování polymerních tavenin, ale je to relativně jednoduchá technologická zkouška, u které si uvědomujeme, že sice proběhla za podstatně nižších smykových rychlostí než jakých se dosahuje v reálném vstřikovacím procesu při plnění tvarových dutin forem polymerní taveninou, ale je vhodný, například pro využití při:
- porovnávání materiálů z pohledu jejich tekutosti mezi s sebou
- hodnocení kvality dodané šarže granulátu
- hodnocení kvality výrobního procesu
- pro návrh vtokového systému vstřikovacích forem
- pro návrh tvarového řešení výstřiku
- pro uvědomění si určitých omezení při aplikaci plastů
- atd.
Konec páte, poslední části.
První část naleznete zde.
Druhou část naleznete zde.
Třetí část naleznete zde.
Čtvrtou část naleznete zde.
Ilustrační foto: AI



Bez vodiacich stĺpikov a s elektrickým pohonom na optimalizáciu výroby: ENGEL rozširuje radu victory
21.3.2025 Spoločnosť ENGEL rozširuje svoj známy rad vstrekovacích strojov victory bez vodiacich stĺpov o predchádzajúci model e-motion TL, ktorý sa teraz predstavuje ako victory electric. Tento inovatívny prírastok spája výhody technológie bez...