- ┌vod
- Odbornķ Ķlßnky
- Novß generßcia plne elektrick²ch japonsk²ch lisov JSW - prevedenie ADS
Novß generßcia plne elektrick²ch japonsk²ch lisov JSW - prevedenie ADS

Tento rad vstrekolisov je definovan² veŠkosØou uzatvßracej sily od 30 do 180 ton. V Eur¾pe bol oficißlne predstaven² na veŠtrhu K 2016 v D³sseldorfe. Bola tu predvedenß aplikßcia spojenia polymķrnej matrice so sklenen²m vlßknom, nalisovanß na hlinĒkov² zßlisok. VeŠk²m prekvapenĒm pre nßvÜtevnĒkov boli vstrekovacie r²chlosti, v²Üky dotlaku a hlavne dÕ×ky, ktorķ sa opakovane vymykali tomu, Ķo sa be×ne tvrdĒ, ×e elektrickķ vstrekovacie lisy dovoŠuj·.
Zajímavostí pro mnohé návštņvníky také bylo to, ×e forma byla temperovaná bez kapalného média – tedy za pomoci speciálních topných patron.
Výsledky nást°iku byly nad oĶekávání zákazníka i vývojového týmu. Pevnostní zkoušky bez problém∙ mnohonásobnņ p°ekroĶily po×adavky. Nast°íknutý materiál se bņhem test∙ nepoda°ilo oddņlit od vkládaného hliníkového dílu. Všechny testy skoĶily mechanickým porušením plastové Ķásti, ale oddņlit od sebe polymer a hliník se nepovedlo.
 |
| obr. 1: Aplikace z K show 2016 - spojení polymerní matrice se sklenņným vláknem s hliníkovým záliskem |
Jaké je technické pozadí nové generace malých stroj∙ JSW, °ady ADS?
žadu prvk∙ p°ebrala malá série od svých vņtších brat°íĶk∙ jak ze st°ední, tak i dokonce velké série vst°ikolis∙. Nabídka plnņ elektrických vst°ikolis∙ JSW toti× pokrývá velikosti od 30 do 3 000 tun zavírací sily v provedení „made in Hirošima“. P°enést nņkteré z inovací do takto malých stroj∙ byla velká výzva pro celý vývojový tým a vývoj se, kv∙li technickým p°eká×kám zhruba o p∙l roku prodlou×il.
Cílem vývoje nové °ady, bylo dlouhodobņ sní×it náklady na výsledný produkt, tedy na plastový výst°ik. Inovace by se dali shrnout zhruba do tņchto oblastí:
• zvýšená kvalita výst°ik∙
• sní×ené náklady na výrobu plastových díl∙ pro zlepšení konkurenceschopnosti lisoven plast∙
• prodlou×ená ×ivotnost stroje
• sní×ená spot°eba maziva a elektrické energie
• jednodušší podpora u×ivatel∙
S popisem novinek zaĶneme od posledního bodu. Bez obsluhy toti× sebelepší stroj nic nezm∙×e. Ovšem obrácenņ platí, ×e dob°e navr×ený ovládací panel m∙×e být velmi nápomocen i zkušené obsluze, nato× pak obsluze nezkušené.
Ovládací panel a nový systém nastavování lis∙ JSW
Velký, multidotykový displej, nabízí mnoho prvk∙ ovládání, na jaké je obsluha zvyklá nap°íklad z tabletu. Jedná se funkci zvņtšení/zmenšení, takzvané „slajdování“ tedy pohyb do stran a nechybí ani integrovaná nápovņda p°i p°idr×ení místní nabídky. Jak je vidņt na obrázku 2, tak nechybí ani d∙le×itá hardwarová tlaĶítka, které jsou pro efektivní a jednoduchou práci nezastupitelná.
Co je ovšem podstatné, kompletnņ p°epracovaný grafický re×im vstupních údaj∙, vĶetnņ zobrazování parametr∙ kontrolních. SYSCOM5000i tak aktivnņ reaguje na zvýšený tlak na pracovníky lisoven a umoדuje jednodušší podporu nastavení a kontroly technologických parametr∙. P°ehlednost systému pomáhá rychle se nauĶit ovládat systém. Integrovaný pr∙vodce pak zkušené obsluze usnadní práci a ménņ zkušené obsluze pomáhají p°edejít zbyteĶným problém∙m, z d∙vodu nekorektnņ nastavené technologie. Které parametry jsou podstatné pro °ešení nap°íklad spálených Ķástí ve výlisku, p°etok∙, nedoplnņných díl∙ nebo vakuol? Jak zoptimalizovat zavírací sílu? Integrovaný pr∙vodce Vás provede i tņmito otázkami a nabídne optimální °ešení.
Pr∙vodce nastavením formy a vst°ikovacího procesu
Základní podmínky vst°ikování se nastavují na obrazovce prvního pr∙vodce a to pr∙vodce nastavením formy a vst°ikovacího procesu. V angliĶtinņ se obĶas pou×ívá výraz „wizzard“ tedy kouzelník, co× v tomto p°ípadņ m∙×e být p°íhodné pojmenování. StaĶí zadat informace o materiálu, váze, pr∙mņtné ploše atd. a systém SYSCOM5000i sám dopoĶítá a korektnņ nastaví úvodní podmínky vst°ikování jako jsou:
• teploty na vst°ikovací jednotce, vĶetnņ doporuĶených hodnot teploty formy
• velikost zavírací síly formy
• hodnoty plastikace materiálu
• základní informace o vst°ikování
Po nasazení formy následuje kontrola výšky formy a automatické nastavení uzavírací síly. Pomocí jednoduchého pr∙vodce se nastaví rychlosti otevírání a zavírání. Pr∙vodce pak pom∙×e zkontrolovat tuto sekvenci pohyb∙ a po ovņ°ení se nabídne další Ķást pr∙vodce s nastavením vyhazovaĶ∙.
Po kompletním nastavení stroj semiautomaticky vyĶistí vst°ikovací trysku a je mo×né spustit proces „mņkkého vst°ikovaní“. Tedy vst°ikování se sní×enými parametry. Po dosa×ení po×adovaných parametr∙, pak stroj p°epne na standardní podmínky vst°ikování.
Pr∙vodce zvyšování efektivity výroby
Následnņ se obsluha dostane k dalšímu pr∙vodci Ķíslo 2. Tento následující wizzard nese název „sni×ování spot°eby elektrické energie“. Pravdou je, ×e dob°e nastavený a odladņný proces technologie vst°ikování m∙×e výraznņ prodlou×it ×ivotnost formy, sní×it poĶet zmetk∙ a co je podstatné také sní×it spot°ebu elektrické energie. SYSCOM5000i provede obsluhu návodnými otázkami energetickou optimalizací celého procesu. Pr∙vodce nejen radí, co má obsluha nastavit, ale také otevírá p°íslušné dialogy a mņ°í, o kolik se spot°eba aktuálnņ sní×ila.
 |
| obr. 2: Základní ovládání nového operaĶního systému SYSCOM5000i |
Pr∙vodce eliminování neshodných výst°ik∙
Poslední, ale velmi podstatný je pr∙vodce eliminováním chyb na plastových dílech. Pokud se vyskytnou neshodné výlisky, pak je k dispozici další pr∙vodce. Jedná se nastavení, která eliminují chyby vst°ikovaných produkt∙. Systém navrhuje korekĶní kroky v po°adí d∙le×itosti a váhy. Tedy nastavení s nejvņtším vlivem na danou chybu p°ijde na °adu první a postupnņ se obsluha propracovává a× k nastavení s menším vlivem.
I pro zkušenou obsluhu tento pr∙vodce eliminuje Ķas korekce neshodných výlisk∙. Umoדuje projít poctivņ všechny kroky, a a× pro prokazatelném vyzkoušení všech technologických mo×ností stroje, odeslat formu na korekce do nástrojárny.
Zvýšená kvalita výlisk∙
Proto×e vst°ikovací stroj je pouhým prost°edkem, který vyrábí pro lisovny plast∙ finální výrobky, tedy plastové díly, zamņ°il se tým vývojá°∙ na zvýšení kvality finálních plastových díl∙. Cesta, kterou se JSW ubírá, jde razantnņ proti trendu doby. Robustnost nejvíce namáhaných díl∙ se ještņ zvýšila.
 |
| obr. 3: Úspņšný redesign zavírací jednotky |
Velké zmņny se odehráli v oblasti tuhosti stroje jako celku a upínacích desek v návaznosti na pohyblivé konstrukĶní uzly zavírací desky. Rám stroje byl lépe vyztu×en tak, aby odolával vyššímu statickému i dynamickému zatí×ení. To umo×nilo redesign masivní podpory pohyblivé upínací desky. Cílem modernizace byla vyšší tuhost, ale také zvýšení rychlosti pohybu p°i niךí spot°ebņ elektrické energie a sní×ení spot°eby maziva.
Proto byl kompletnņ p°edņlán gordický uzel vedení pohyblivé desky p°es sloupky. Nové °ešení vedení pohyblivé desky umo×nilo zvņtšené rozteĶí vodících sloupk∙. I díky tomu se zvýšila návratnost investice po°ízení plnņ elektrických lis∙ JSW, proto×e nové konstrukĶní °ešení vodícího uzlu umo×nilo nasadit vņtší formy na menší lisy a zkrácení výrobních cykl∙. D∙le×ité ovšem bylo zachování celkové robustnosti vedení pohyblivé desky pro dlouhou záruku. Zárove“ byly zachovány vysoké rychlosti a umo×nņno nasazení standardnņ vyšších hmotností pohyblivé p∙lky formy.
Nové vodící prvky s valivými hnízdy plní bezezbytku po×adovanou robustnost a navíc sni×ují t°ení, vzniklé p°i pohybu desky. Sní×ené t°ení se projevilo niךí spot°ebou maziva a také niךí spot°ebou elektrické energie.
 |
| obr. 4: Masivní vedení pohyblivé upínací desky |
Na tomto obrázku (obr. 4) jsou vidņt i prvky vysoce Ķistého centrálního mazání, které pou×ívá originální mazivo JSW. Celý systém mazání je automaticky kontrolován, aby p°i incidentu došlo k okam×itému odstavení. Tím se zabrání úniku maziva a kontaminaci okolí.
Díky masivnímu lineárnímu vedení bylo mo×né pou×ít zcela nový design upínacích desek. P°epracované masivní ×ebrování v zadní Ķastí pohyblivé desky dovoluje vynést proporcionální tlak a× do kraj∙ desky, kde ji× není pot°eba odlehĶovat tlakový uzel p°es vodící tyĶe. Tím bylo dosa×eno rovnomņrnņjšího rozlo×ení zavírací síly ve formņ a zaruĶené tuhosti stroje. To mņlo za následek zlepšení odvodu vzduchu z dutiny formy a eliminaci p°est°ik∙. Co× vede k prodlou×ení ×ivotnosti formy a celkovému zvýšení kvality vst°ikovaných díl∙.
O jak velké zlepšené v oblasti rozlo×ení zavírací sily se jedná, se dá vyjád°it komparaĶní hodnotou 55%. Jak moc velké zlepšení je to fyzicky, m∙×ete vidņt na následujícím obrázku (obr. 5). Obrázek vlevo ukazuje výst°ik z formy, která není v dokonalé kondici. To je obrázek s p°etokem (flash) v oblasti vtoku.
 |
| obr. 5: Výlisek s p°est°ikem a bez p°est°íknutého materiálu |
Napravo pak je stejná forma, se stejnými parametry vst°ikování nasazená na poslední verzi upínacích desek na stroji JSW malé °ady verze ADS. Bez p°etoku.
Tento rozdíl je velmi citelný, zvláštņ p°i neustálých transferech forem, které mnohdy nejsou v nejlepším stavu. Tento efekt byl podpo°en vylepšeným softwarem a hardwarem pro automatické °ízení zavírací síly s aktivní okam×itou odezvou.
Sní×ená spot°eba elektrické energie
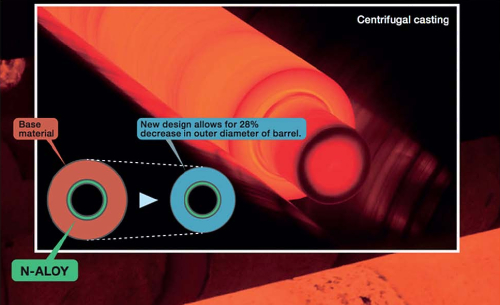
Malá °ada stroj∙ ADS p°evzala mnohé mechanické novinky st°ední °ady a posunula nņkteré prvky ještņ dále. Typickým p°íkladem je sní×ená velikost barelu vst°ikovací jednotky. Nap°íklad u vst°ikovací jednotky 30U byl zmenšen pr∙mņr válce o 20% na finálních 70 mm vnņjšího pr∙mņru. Co× sní×ilo celkovou váhu o 9 kg. Proto se zah°ívá o 9 kg materiálu ménņ, co× sni×uje spot°ebu elektrické energie a zkracuje nábņh teplot na válci. Díky tomu je mo×né nejen rychleji nah°ívat p°i startu stroje, ale p°esnņji °ídit teplotu plastikovaného materiálu a lépe zpracovávat technické plasty, citlivé na teplotu. Doba nah°ívání byla zkrácena o cca 9% a spot°eba elektrické energie na vst°ikovací jednotce klesla o 17%.
Jedná se o dvouvrstvý, odst°edivņ litý materiál vst°ikovací komory, který i p°i niךích tloušØkách stņn povoluje vyšší vst°ikovací tlaky. Díky technologii výroby více komponentního válce a speciálním materiál∙m z vlastního „in hause“ vývoje, je základní komora vst°ikovací jednotky odolná do nádherných 70% GF i v∙Ķi chemicky agresivním materiál∙m, jako je nap°íklad PVC.
 |
Na lisech nové generace ADS se objevili automatické kontrolní prvky jako je automatická korekce uzavírací síly s okam×itou odezvou díky zabudovaném tenzometru ve vodícím sloupku. Automatická kontrola pozice formy a vyhazovaĶ∙ je samoz°ejmostí. Mnoho inovací se událo i na místech na první pohled neviditelných, ale podstatných, jako jsou nap°íklad °ídící desky, servomotory, atd.
Po prvním p∙l roce oficiálního nasazení u klient∙ se dá °íci, ×e základní po×adavek technického oddņlení JSW „sní×it cenu výroby plastového dílu u klienta“ byl díky mnoha inovacím i p°es vyšší základní cenu stroje bezezbytku splnņn.
- autor:
- JSW Machine s.r.o.
-

JAN SVOBODA s.r.o.
Komplexnķ dodßvky polotovarov pre formy na plasty, nßstroje na lisovanie plastov a Šahk²ch kovov, obrßbacie nßstroje, temperaĶnķ zariadenia, regulßtory teploty.
- www.jansvoboda.cz
- B°ezinova 25, Brno
-

JSW Machines s.r.o.
Japonskķ plne elektrick²ch vstrekolisy JSW, vstrekovacie stroje, servis a opravy vstrekolisov, nßhradnķ diely, vertikßlne vstrekolisy.
- www.jswmachines.cz
- P°adlßckß 599/26, Brno-Zßbrdovice
Mohlo by vßs tie× zaujĒmaØ
-

Objednajte si diagnostiku vstrekovacĒch foriem u spoloĶnosti Mepac SK s.r.o.
- 08.01.2025
- Stroje, zariadenia
- Vstrekovanie plastov
VaÜe vstrekovacie formy s· srdcom vaÜej v²roby. Ich sprßvna funkĶnosØ a dlhß ×ivotnosØ s· kŠ·Ķovķ pre udr×anie vysokej kvality v²robkov a efektĒvnosti v²robn²ch procesov. Prßve teraz je ideßlny Ķas na komplexn· diagnostiku vaÜich foriem. Nechajte si ich skontrolovaØ odbornĒkmi z MEPAC a predÕ×te...
-

Stepanek3D: Vyu×itie generatĒvneho dizajnu pre konvenĶnķ technol¾gie
- 03.01.2025
- Stroje, zariadenia
- 3D technol¾gie
- CNC technol¾gie
- Simulßcia vstrekovania
- Softvķr pre priemysel
GeneratĒvny dizajn vo Fusion 360 prinßÜa efektĒvne rieÜenia pre CNC obrßbanie, liatie a plechovķ diely. Umoדuje optimalizovaØ geometriu dielov s ohŠadom na materißlovķ, v²robnķ a priestorovķ obmedzenia, ĶĒm ÜetrĒ nßklady, Ķas a podporuje inovßcie vo...
-

Konfigurßtor vibraĶn²ch zßsobnĒkov a podßvaĶov na mieru od Vibrofeed - MTR s.r.o.
SpoloĶnosØ Vibrofeed - MTR s.r.o. sa zaoberß nßvrhom a v²robou kvalitn²ch vibraĶn²ch podßvacĒch a triediacich systķmov vyu×Ēvan²ch na automatizßciu procesov v r¶znych priemyseln²ch...
-

SpoloĶnosØ MAPRO Group sa stala v²hradn²m distrib·torom globßlneho e-shopu MOULDSHOP na slovenskom a Ķeskom trhu
- 22.11.2024
- Stroje, zariadenia
- Vstrekolisy, vstrekovacie stroje
- Vstrekovacie formy
- Vstrekovanie plastov
SpoloĶnosØ MAPRO Group sa v roku 2024 stßva v²hradn²m distrib·torom e-shopu MOULDSHOP pre slovensk² a Ķesk² trh. Mouldshop.cz pon·ka Üirok² sortiment komponentov pre nßstrojßrne a plastikßrsky priemysel. Okrem toho, je tie× spoloĶnosØ MAPRO SLOVAKIA v²hradn²m distrib·torom vstrekolisov HAITIAN...
-

MORETTO predstavĒ svoje novinky na plastikßrskom veŠthu FAKUMA 2024
Fakuma, veŠtrh plastikßrskeho priemyslu, sa tento rok opõØ uskutoĶnĒ od 15. do 19. okt¾bra v nemeckom Friedrichshafene. Toto v²znamnķ podujatie pre spracovateŠov plastov sa v×dy zameriavalo na v²voj trhu a hŠadanie nov²ch exkluzĒvnych a konkurencieschopn²ch rieÜenĒ, ktorķ sa vyznaĶuj· pokroĶilou...
-

Sumitomo (SHI) Demag: zmena vnĒmania produktivity
Ke’×e Ķeskß a slovenskß ekonomika je do veŠkej miery zßvislß od v²vozu spracovateŠskķho priemyslu a obchodu, je pre v²robn² segment prioritou produktivita. David Svoboda, generßlny riaditeŠ spoloĶnosti Sumitomo (SHI) Demag Plastics Machinery ╚esko spol. s r.o., analyzuje, Ķo vedie zßkaznĒkov z...
-

Skvelß alternatĒva k testovacĒm farbßm na kontrolu kvality od spoloĶnosti Anamet s.r.o.
- 25.09.2024
- Stroje, zariadenia
- Kontrola kvality
SpoloĶnosØ DataPhysics Instrumenst uviedla na trh prv² prenosn² analyzßtor kontaktnķho uhla na svete PCA 200 - ·plne auton¾mne zariadenie na stanovenie povrchovej energie jedn²m kliknutĒm. Bol vyvinut² ako alternatĒva k testovacĒm atramentom na kontrolu kvality v²roby. PCA 200 umoדuje...
-

SpoloĶnost TOOL-TEMP CZ s.r.o. predstavuje nov· temperaĶn· jednotku MATIC Water 160
- 24.09.2024
- Stroje, zariadenia
- MSV Brno
UvedenĒm nov²ch modelov MATIC Water 160 12 B a MATIC Water 160 24 B stanovuje ÜvajĶiarska spoloĶnosØ Tool-Temp AG so svojĒm produktov²m radom MATIC novķ Ütandardy v oblasti technol¾gie regulßcie teploty a v oblasti tlakov²ch vodn²ch temperaĶn²ch...
-

ŖpiĶkov² simulaĶn² nßstroj CAE Ultrasim« oslavuje 25Ārokov priekopnĒckeho virtußlneho in×inierstva pre zßkaznĒkov
- 19.09.2024
- Stroje, zariadenia
- Simulßcia vstrekovania
V’aka jedineĶn²m a presn²m simulaĶn²m met¾dam, rozsiahlym ·dajom o materißloch a webov²m slu×bßm predstavuje poĶĒtaĶom podporovanķ in×inierstvo (CAE) Ultrasim« bezkonkurenĶn· ponuku pre zßkaznĒkov BASF. SpoloĶnosØ BASF ako priekopnĒk predstavila v roku 1999 mo×nosØ integrßcie simulßcie pre plasty,...
-

WITTMANN BATTENFELD predstavuje na veŠtrhu Fakuma 2024 energeticky ·sporn· a vysoko v²konn· vstrekovaciu technol¾giu
- 18.09.2024
- Stroje, zariadenia
- Akcie
- MSV Brno
- Perifķrie
- Vstrekolisy, vstrekovacie stroje
- Vstrekovanie plastov
SpoloĶnosØ WITTMANN BATTENFELD predstavĒ nßvÜtevnĒkom veŠtrhu Fakuma od 15. do 19. okt¾bra v stßnku 1204 v hale B1 pod heslom Performance & Efficiency svoju vysoko v²konn· technol¾giu vstrekovania s minimßlnou spotrebou energie. Źa×iskom prezentßcie je stroj SmartPower Combimould, ktor² je vybaven²...

Plastikßrsky slovnĒk