Podmienky a koncepcia zaformovania - Konštrukcia a výroba vstrekovacích foriem, Lubomír Zeman, časť 1.

Podíváme-li se na slovo forma z pohledu jeho významu, vidíme celou řadu jeho možných významových znaků. Pod pojmem forma si můžeme představit kondici, tj. dobrý stav a výkonnost nebo vzor, podobu, vzhled, dále způsob provedení, jednání, projev nebo společenské zvyklosti a chování a v neposlední řadě je to i věc, která tvaruje.
Přidáme-li ke slovu forma slova vstřikovací a termoplast, je již jasný i způsob jejího využití, tj. jedná se o formu, která v technologii vstřikování termoplastů tyto tvaruje, tj. polymerním taveninám propůjčuje tvar. Z uvedeného je tedy zřejmá nezastupitelná důležitost vstřikovací formy v procesu vstřikování termoplastů.
Vstřikovací forma je v řetězci zařízení potřebných k výrobě výstřiků z termoplastů obvykle nejen nejdůležitější – každá forma je prakticky originál, který se pokud se nejedná o opakovanou výrobu neopakuje – ale i nejdražší zařízení. Forma je komplexní zařízení, komplexní systém, který musí zajišťovat a splňovat, v témže časovém okamžiku, celou řadu funkcí, které vycházejí z podstaty vstřikovacího procesu.
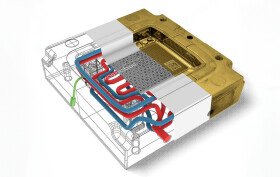
Tvarová dutina vstřikovací formy odpovídá tvaru budoucího výstřiku a vychází z jeho 3D modelu. Základní funkcí formy je dopravit polymerní taveninu z plastikační jednotky vstřikovacího stroje do tvarové dutiny (do tvarových dutin) formy a zajistit její objemové naplnění. V cyklicky vstřikované každé dávce polymerní taveniny je obsaženo určité množství tepla dané její entalpií. Abychom získali tuhý díl je nutno teplo z taveniny efektivně odvézt, což je druhá základní funkce formy. Třetí základní funkcí vstřikovací formy je tuhý díl – výstřik – z tvarové dutiny formy vyjmout nebo vyhodit. To musí proběhnout rychle, bezproblémově, bez deformací výstřiku.
Na uvedené tři základní funkce vstřikovací formy se nabaluje celá řada funkcí a konstrukčních řešení, které forma musí splňovat a které z nich vycházejí. V krátkém přehledu je možno uvést – systém vtokového rozvodu s vtokovým ústím, tuhost formy, odvod tepla (konstrukce temperačního systému, materiál rámu formy a tvarových dílů formy), vyhazovací systém formy, čelisti, jádra, vytáčení, atd. To vše je, samozřejmě, podrobeno cenové kuratele.
Podmínky a koncepce zaformování výstřiků z termoplastů
Po výběru materiálu výstřiku se všemi jeho aspekty ve vztahu ke kvalitativním požadavkům, po konstrukci výstřiku podle zásad technologičnosti konstrukce výstřiků z termoplastů, které byly uplatněny v konstrukci výstřiku, v jeho 3D modelu, po stanovení tolerancí lineárních rozměrů a geometrických úchylek, které akceptují jak funkčnost daného výstřiku, tak i toleranční hodnoty uvedené v příslušných normách, například DIN 16742:2013 a jsou v souladu i se základní konstruktérskou poučkou: TAK PŘESNĚ, JAK JE TO NUTNÉ, ALE ZÁROVEŇ TAK NEPŘESNĚ, JAK JE TO MOŽNÉ, po stanovení hodnoty smrštění vybraného materiálu výstřiku, s přihlédnutím k pracovnímu prostředí výstřiku, zejména teplotě při níž bude výstřik provozován, k jeho materiálové teplotní roztažnosti, případně navlhavosti nebo nasákavosti, po stanovené jakosti povrchu, přichází na řadu hlavní úkol pro konstruktéra formy.
Tímto úkolem je (na základě 3D modelu výstřiku a jeho výkresu s definicí jakosti, zejména z pohledu jeho rozměrové a tvarové přesnosti a případných zkoušek, kterými bude muset být výstřik po výrobě podroben a jimž bude muset vyhovět) zejména stanovení průběhu dělících rovin, tj. zda půjde výstřik zaformovat, například pouze do hlavní dělící roviny ve směru otevírání (vyhazování výstřiku z formy) formy nebo bude nutno řešit zaformování výstřiku pomocí mechanicky ovládaných čelistí, hydraulicky ovládaných tvarů, šikmých tvarových vyhazovačů, vytáčecích mechanizmů pro závity, apod.
V mnoha případech hlavní směry odformování tvarů výstřiku ve svých podkladech naznačí již konstruktér výstřiku. Průběh dělících rovin určuje i systém úkosování jak pro dobré vyhození výstřiku z formy, tak i součtových úkosů v případě desénovaných povrchů.
Při tvorbě úkosů se nesmí zapomínat na rozměrovou přesnost – toleranci - daného úkosovaného tvaru nebo povrchu (úkos není součástí tolerance),stejně jako, u některých vzhledových výstřiků, na designové hledisko, které může vyvolat i nutnost tvar zaformovat bez úkosu do posuvné čelisti.
Dalším úkolem je, na základě údaje o předpokládaném ročním výrobním množství výstřiků, stanovit násobnost formy, tj. kolik výstřiků bude v hlavní dělící rovině formy zaformováno. U párových dílů typu levý/pravý, které jsou obvykle zrcadlově otočené bývá násobnost zřejmá, v dalších případech do určení násobnosti vstupují další, zejména ekonomická hlediska, ale v neposlední řadě i požadavky na rozměrovou a tvarovou přesnost.
Z pohledu efektivity výroby je obvyklá snaha volit co nejvyšší násobnost, která může být limitována, například, strojovým parkem dané vstřikovny (velikost upínacích rozměrů konkrétních vstřikovacích strojů). U rozměrově a tvarově přesných výstřiků by konstruktér formy měl vzít do úvahy, že k dosažení přesnosti, například ve stupni IT 9 (IT 8) je nutno konstruovat formu s co nejmenší násobností, samozřejmě, že vždy s přihlédnutím ke vstřikovanému materiálu – zařazení do tolerančních skupin TG (norma DIN 16742:2013).
Při stanovení násobnost formy by se také mělo přihlížet k namáhání formy vnitřním tlakem taveniny v tvarových dutinách formy. Aby nemohl vznikat nepříznivý klínový efekt, je nutno rozložit tvary – průměty tvarů výstřiků do hlavní dělící roviny formy – v dělící rovině souměrně okolo svislé i vodorovné osy formy. Při takovém uspořádání dokáže reakce na tlak polymerní taveniny – uzavírací a zamykací síla uzavírací jednotky vstřikovacího stroje – držet obě části formy, v procesu vstřikování u sebe bez možnosti vzniku nežádoucích přetoků v dělící rovině formy, samozřejmě při správně nastavené velikosti uzavírací síly, vstřikovacích a dotlakových parametrů a neopotřebované dělící rovině.
Po stanovení násobnosti formy a zaformování výstřiku – stanovení průběhu dělících rovin - konstruktér formy, opět s ohledem na ekonomičnost výroby – roční výrobní množství, cena materiálu, jeho náchylnost k tepelné degradaci, atd. - volí systém vtokového rozvodu.
Studený rozvod kanály s automatickým oddělováním vtokového zbytku (například tunelové nebo banánové ústí vtoku) je jednou z nejčastěji zvolených variant. V případě požadavku na výraznou kompenzaci smrštění (velké průřezy ústí vtoku) jako, například, u výstřiků z materiálu POM nebo při nutnosti volby vtokového ústí s velkým průřezem při požadavku na rychlé plnění tvarové dutiny velkým objemem polymerní taveniny, při použití vtokových ústí typu štěrbina, filmové ústí vtoku, deštníkové ústí vtoku apod. je nutno počítat s následnou operací pro odstranění vtokového zbytku od výstřiku, kdy na výstřiku může zůstat poměrně výrazná stopa po ústí vtoku. Oddělení vtokového zbytku může provádět operátor vstřikovacího stroje ručně nožem, kleštěmi, s využití malé mechanizace nebo s využitím stříhacího přípravku, případně tuto operaci zvládne manipulátor vtoků nebo robot s oddělovacím mechanizmem na uchopovači.
Kromě studených vtokových rozvodů může konstruktér formy volit i horké systémy - s vnějším nebo vnitřním vyhříváním, s otevřeným ústím na horké trysce, s ústím vtoku na výstřiku s torpédem v ústí trysky, s tzv. teplotním deflektorem, kdy na ústí horké trysky navazuje krátký studený kůl, který zabrání přenosu tepla z trysky na výstřik, horké systémy s uzavíratelnou jehlou ovládanou pneumaticky, hydraulicky, elektromagneticky, kaskádový nebo sekvenční systém, atd.
Kromě studených vtokových rozvodů a horkých systémů může konstruktér formy zvolit kombinované rozvody, kdy na horký rozvod navazují studené kanály s příslušným ústím vtoku do stěny výstřiku, opět z důvodu automatického oddělení vtokového zbytku nejčastěji tunelové nebo banánové.
Po stanovení zaformování (tvárník, tvárnice, pohybující se díly formy) a určení způsobu přivedení polymerní taveniny do tvarových dutin formy musí jako další konstrukční krok následovat návrh temperačního systému formy. Zde by konstruktér formy měl vzít v úvahu zejména požadavky na co největší možnost teplotního ovlivnění jednotlivých tvarových sekcí - rozdělení temperačního systému na samostatné okruhy se vstupem temperačního média ve stejném okamžiku do všech okruhů, požadavek na turbulentní proudění temperačního média - nejčastěji vody - v temperačních kanálech formy, požadavek možnosti ovlivňovat teplotu v okolí ústí horkých trysek,atd.
V neposlední řadě by konstruktér formy měl stanovit jaké normalizované systémy bude v konstrukci formy, včetně případného systému horkého rozvodu, používat (systém normalizovaných dílů pro stavbu formy a horký systém) a stanovit hlavní rozměry vstřikovací formy - největší obvodové rozměry upínacích desek a stavební výšku formy – což spolu s výpočtem potřebné uzavírací síly (je možno zjistit i ze simulačních výpočtů) a objemu jednoho zdvihu (součet objemů všech tvarových dutin a vtokového rozvodu) určí i velikost potřebného vstřikovacího stroje (velikost uzavírací jednotky a velikost vstřikovací a plastikační jednotky).
Na závěr této kapitoly si dovolím zopakovat známé skutečnosti: na počátku celého procesu výroby výstřiků z plastů byla vývojová fáze a: -ve vývojové fázi je fixováno až 70% celkových nákladů na výrobu výstřiků, přičemž vlastní vývojová fáze obvykle váže pouze přibližně 5% z celkových výrobních nákladů.
S částkou odpovídající cca 5% nákladů můžeme tedy ušetřit desítky procent z celkových výrobních nákladů. Obecně platí, že co se nepodchytí při vývoji, je velmi obtížně a obvykle i draze ovlivnitelné při vlastní výrobě.
Konstrukce a výroba sériových vstřikovacích forem
V některých případech je účelné, před zahájením konstrukce a výroby vstřikovací formy, ověřit požadované vlastnosti výstřiku, výrobou v prototypové formě s následným vyhodnocením kvality výstřiků a případnými úpravami sériové formy.
Zde, ale narážíme na výklad pojmu prototypová forma. Nevyjasněnost tohoto pojmu je zejména mezi technickými pracovníky a různými manažery. Technik má obvykle jasno – prototypová vstřikovací forma je taková forma, která zajistí výrobu prototypového výstřiku ze stejného materiálu výstřiku, se stejným způsobem zaformování, minimálně se stejným umístěním ústí vtoku, se stejným temperačním systémem, se stejným umístěním vyhazovačů jako tomu bude u formy sériové – samozřejmě jde o přenos co největších zkušeností z provozu prototypové formy do konstrukce a provozu formy sériové.
Prototypové vstřikovací formy s tvarovými díly ze slitin hliníku nebo ocelové v zušlechtěném stavu se konstrukčně zjednodušují a zlevní tak, že například místo hydraulicky nebo mechanicky ovládaných čelistí a tvarů se forma zjednoduší pomocí ručně vkládaných tvarových jader, které jsou vyhozeny z formy spolu s výstřikem a po jejich demontáži z výstřiku se opět vloží do formy pro následující výrobní cyklus.
V mnoha případech se, při výrobě prototypových výstřiků, používají universální rámy do nichž se vyrábějí tvarové vložky s příslušným vyhazovacím systémem.
Při konstrukci sériové formy se zohlední, kromě znalostí a zkušeností konstruktéra formy, všechny výsledky získané v předvýrobních etapách, včetně případného ověření výstřiků některou z technologií Rapid Prototyping nebo výrobou na prototypové formě.
 |
|
Tyto výsledky se převedou do zadání pro výrobu formy:
-3D model výstřiku zohledňující všechny požadavky technologičnosti konstrukce výstřiků z termoplastů, včetně odpovídajících požadavků na tvarovou a rozměrovou přesnost
-definice materiálu výstřiku - materiálový list s hodnotami smrštění ve směru toku a kolmo na tok polymerní taveniny, s hodnotou tepelné roztažnosti, nasákavosti
-definice jakostních požadavků na výstřik kladených
-určení násobnosti formy - posouzení z hlediska charakteru výroby, přesnosti a materiálu výstřiku, z požadovaného ročního množství, z termínu dodání výstřiků, z ekonomie výroby
-zadání garantované životnosti formy
-zjištění upínacích rozměrů příslušného vstřikovacího stroje
-požadavky na vyhození výstřiku z formy - automatický chod vstřikovacího stroje s vypadáváním pod formu, odebírání výstřiků robotem, ruční vyjímání výstřiků, atd.
-zjištění potřebných dat pro uchopovač při vyjímání výstřiků robotem
-požadavky - manuál pro konstrukci formy s požadavky provozovatele formy - například způsob připojení temperačního média, elektrického vytápění, vzduchu, technika připojení vyhazovacího systému stroje k vyhazovacímu systému formy, způsob zapojení hydraulických koncovek, způsob zapojení napájení a snímání teploty horkého systému, zapojení koncových snímačů, označování formy, osazení formy počítadlem zdvihů, požadavky na upínání formy na vstřikovací stroj, atd.
-požadavky na montážní, měřící a případně další přípravky (chladící, roztahovací, apod.)
-určení dodavatele normalizovaných dílů a horkého systému
-definice zástřiků a dodatečně u stroje montovaných dílů, například klipů
-určení materiálů na rám formy, desky formy, tvarové části a díly formy, na desénované tvary, včetně tepelného zpracování
-požadavky na náhradní díly - tvarové vložky, pružiny,...
-požadavky na kontrolu procesu - tlaková, teplotní čidla
-požadavky na dokumentaci k formě
-atd.
Po vymezení konstrukčních mantinelů konstruktér formy variantně hledá a hodnotí nejvhodnější způsob zaformování výstřiků. Na základě rozhodnutí o zaformování je určen průběh jak hlavních, tak i vedlejších dělících rovin, které by měly být geometricky co nejjednodušší, snadno vyrobitelné a slícovatelné. Jejich umístění musí splňovat požadavky na výrobu jakostních výstřiků, zejména z pohledu rozměrových a tvarových požadavků, rozměrů vázaných a nevázaných formou, správný směr a velikost technologických úkosů i úkosů pro bezproblémové odformování desénovaných ploch, včetně souososti výstřiků při jejich zaformování do obou polovin formy. Stopy po dělících rovinách nesmí být příčinou funkčních nebo vzhledových vad.
Na dělící roviny navazuje další koncepce formy s vtokovým systémem, temperačním systémem a vyhazovacím systémem a rámem formy. Pro urychlení a zkvalitnění konstrukce i výroby forem se používají soustavy normalizovaných dílů nakupovaných od specializovaných výrobců. Nakupované normálie jsou optimalizovány jak rozměrově, tak materiálově a i pevnostně, tj. konstruktér formy je vybírá z katalogu, databáze dodavatele a obvykle bez dalších výrobních operací je může použít v konstrukci a výrobě vstřikovací formy. Od specializovaných výrobců se též nakupují horké systémy, které jsou určeny pro danou výrobu výstřiků, obvykle z garancí funkčnosti i životnosti od jejich výrobce. Při konstrukci formy by se nemělo zapomínat i na výrobní možnosti příslušné nástrojárny, která bude výrobu formy realizovat.
Pro výrobu rámů a málo namáhaných desek forem se používají uhlíkové oceli třídy 11 (11 523;11 600; 1.1730). Pro desky s požadavkem na vyšší pevnost se používá konstrukční uhlíková zušlechtěná ocel 12 060. Další často používanou skupinou jsou konstrukční nástrojové cementační ocele (14 220;19 015;19 486;1.2162;1.2764) - po tepelném zpracování mají pevné a houževnaté jádro s velkou tvrdostí povrchové vrstvy - až 64 HRC. Pro výrobu funkčních a tvarových částí a dílů forem jsou k dispozici nástrojové, legované, prokalitelné ocele (tvrdost až 62 HRC;19 312;19 614;19 452;19 437;19 663;1.2311;1.2343;1.2379) a nitridovatelná, prokalitelná 19 550 (60 HRC).Pro granuláty, které mohou být chemicky agresivní je možno použít nerezové konstrukční oceli 17 029;1.2083,54 HRC.
Pro zvýšení odolnosti proti abrazi, pro zvýšení kluznosti, samomaznost, atd. je možno využít technologie povlakování. Pro zlepšení odvodu tepla slitiny mědi - materiály na bázi beriliových bronzí, materiály Ampco, Ampcoloy, Albromet, slitin FeCoNi, atd.
S životností forem a výběrem vhodného materiálu jejich tvarových částí také souvisí jakost povrchu tvářecích dílů formy. Zde musíme rozlišovat zda se jedná o díly vzhledové nebo bez požadavků na jakost povrchu. Pro druhý typ výstřiků platí, že jakost povrchu musí být taková, aby bylo zajištěno jejich bezproblémové vyhození z formy. Vzhledové díly mohou být leštěné v některé z jakostních tříd leštění - technický lesk, lesk, zrcadlový lesk - nebo mohou být desénované, například technologií elektroerozivního obrábění, technologií fotochemického leptání, technologií laserového pálení, atd. Nejdůležitější podmínkou dobrého výsledku u desénovaných a leštěných ploch je homogenní struktura materiálu, což v některých případech vede k použití ocelí vakuově nebo elektrostruskově přetavovaných, například 19 642;19 655;19 663;1.2738.
Při výrobě vstřikovacích forem zůstává mnoho operací, které se provádějí ručně nebo s využitím ruční malé mechanizace - leštění, tušírování, lícování. Tyto operace, kdy na tvarech formy v příslušné výrobní směně obvykle může pracovat pouze jeden nástrojař, sice prodlužují jejich výrobní dobu, ale z pohledu výsledné jakosti výstřiku jsou jedněmi z nejdůležitějších výrobních operací při výrobě forem.
Předpokladem pro vysokou životnost formy je správná a účelná konstrukce formy, vhodné vložkování, zejména exponovaných tvářecích částí, částí s požadavky na tvarovou přesnost, celkové dimenzování a tuhost formy, způsob zacházení s formou, její údržba a opravy. Důležité je si uvědomit, že cena formy se nestanovuje při jejím nákupu, ale až tehdy, když je forma vyřazena do šrotu.
Nedílnou součástí výroby vstřikovací formy je její oživení, zkoušení, které může probíhat ve zkušebně nástrojárny, ve vstřikovně přináležející k nástrojárně, v externí vstřikovně s níž nástrojárna spolupracuje, u zákazníka, pro kterého je forma vyráběna. Zkouší se jak nové formy, tak i formy po modifikacích, úpravách, opravách, rekonstrukcích, při přemístění na jiné pracoviště, na jiný vstřikovací stroj, při změně materiálu, po delší odstávce, atd.
Vstřikovací forma je výsledkem kolektivní práce obchodníků, konstruktérů, technologů, přípravářů výroby, programátorů, pracovníků nástrojárny, atd. Tito pracovníci s využitím poznatků ze simulačních výpočtů, prototypové výroby, dílů vyrobených technologiemi RP, atd., včetně svých znalostí, zkušeností a zodpovědnosti přispívají k úspěchu formy při jejím oživování, zkouškách a po jejím uvolnění k následné sériové výrobě. Při zkouškách se upřesňují i technologické parametry výroby. Způsob a organizace zkoušek nejsou jednotně definovány, vycházejí buď z předpisů předepsaných a dodržovaných, například v automobilovém průmyslu, z dohody výrobce formy a jeho zákazníka nebo ze zkušeností a podmínek konkrétního výrobce formy.
Nejčastěji se formy zkouší a oživují ve třech postupných etapách, které se mohou i několikrát opakovat:
-dílenská kontrola - tato kontrola by měla být součástí výrobního postupu formy v nástrojárně, v podstatě se jedná o výstupní kontrolu, kdy se u kompletně smontované a na další zkoušky připravené formy kontroluje těsnost temperačních systémů, zapojení médií - horký systém, pneumatika, hydraulika, koncové spínače, atd., včetně závěsů pro bezpečnou manipulaci s formou; rozměrová a tvarová kontrola jednotlivých tvarových dílů je součástí běžných nástrojařských výrobních postupů; pro první zkoušení formy nemusí být hotové všechny popisy, loga, apod.; desén se obvykle dělá až po proběhnutí funkčních zkoušek formy; pro první zkoušku nemusí být k dispozici ani všechny přípravky, v případě vyjímání výstřiků robotem je uchopovač již součástí následné funkční zkoušky
-funkční zkoušky - tato skupina zkoušek již probíhá na vstřikovacím stroji, nejlépe na tom, který je určen pro vlastní výrobu výstřiků, ale neplatí to absolutně, protože funkční zkoušky nejsou přímo vázány na technologické parametry vstřikování, respektive jejich výstupem není výstřik se všemi kvalitativními parametry, ale „pouze“ funkční forma; základem zkoušky je vizuální kontrola formy, upínací rozměry formy ve vztahu ke vstřikovacímu stroji, montáž formy na stroj, seřízení strojních parametrů a odzkoušení funkce jednotlivých systému formy - vyhazovací systém, pohyby a aretace čelistí, hydraulické tahy, funkce koncových spínačů, funkce horkého systému, funkce uchopovače, přípravků, atd.; je výhodou když se zkoušky zúčastní jak konstruktér formy, technolog a nástrojař, který formu spasovával; z jejich vzájemné spolupráce vyplyne dohoda na možné případné úpravy přímo na stroji nebo v nástrojárně s příslušným vybavením; po funkčním ověření vstřikovací formy přicházejí na řadu technologické zkoušky
-technologické zkoušky - opět je výhodou přítomnost výše uvedených pracovníků; při technologických zkouškách se již jedná o komplexní zkoušení - funkce formy i vlastní výroba výstřiků a optimalizace všech parametrů - strojních i procesních; při prvním a základním nastavení technologických parametrů vstřikování by se mělo vycházet z údajů výrobce granulátu a z výsledků simulací; pro první vstřikování by měla být vypnuta dotlaková fáze a snahou technologa by mělo být objemové naplnění tvarových dutin - cca 95% až 100% - co nejnižšími parametry plnící fáze vstřikovacího procesu; po té následuje zapojení dotlaku a zpřesňování parametrů ve vztahu k požadavkům na jakost výstřiků; při objevení závad formy nebo vad výstřiku se rozhodne o jejich řešení - možnost odstranění na místě nebo v nástrojárně; samozřejmostí je dokumentace a záznamy o zkouškách a provedených úpravách, včetně hodnocení požadovaných kritérií jakosti.
Druhá část článku bude zveřejněna dne 25. 2. 2020.
Ilustračné foto: ISPE, s.r.o.



KOVOROB, s.r.o. – výrobca vstrekovacích foriem pre termoplasty a spoľahlivý partner pre lisovanie plastov
14.3.2025 Spoločnosť KOVOROB, s.r.o. je etablovaným výrobcom vstrekovacích foriem pre termoplasty a špecialistom na lisovanie plastových dielov. Už viac ako 20 rokov sa venuje navrhovaniu a výrobe foriem pre rôzne priemyselné odvetvia. Okrem...