
- Úvod
- Odborné články
- Temperácia vstrekovacích foriem - dôležitá podmienka výroby výliskov z termoplastov, 4. časť
Temperácia vstrekovacích foriem - dôležitá podmienka výroby výliskov z termoplastov, 4. časť
Cieľom konštruktéra vstrekovacej formy by mal byť taký návrh temperačných okruhov, ktoré, pri uvedomení si všetkých možných obmedzujúcich kritérií, budú pracovať s maximálnou účinnosťou z hľadiska zdieľania tepla, pri minimalizácii plošnej výmery povrchu stien temperačných okruhov.
Ke splnění uvedeného cíle v podstatě vedou dvě cesty, které vycházejí ze vztahu pro určení množství tepla odvedeného temperačním systémem formy-Q = k.S.(TF-TK), kde k je součinitel prostupu tepla mezi povrchem tvarové stěny formy a temperačním médiem, S je teplosměnný povrch temperačních kanálů, TF je střední teplota stěny formy a TK střední teplota temperačního média.
První cesta je v zajištění co největší diference mezi pracovní teplotou formy a teplotou temperační kapaliny. Tato cesta nedává příliš velké možnosti-základní teplota formy je dána vstřikovaným materiálem, její variabilita je určena požadavkem na jakostní parametry výstřiku.
Druhá cesta se snaží zajistit co největší hodnotu součinitele prostupu tepla mezi tvarovým povrchem dutiny formy a temperačním médiem-viz hodnoty součinitelů tepelné vodivosti různých materiálů používaných v konstrukci formy výše, k nim je samozřejmě nutno vzít v potaz tloušťky jednotlivých tvarových dílů, desek, atd. přes něž se vedení tepla realizuje, vzdálenosti kanálů od stěny formy, mezi sebou, atd., včetně možnosti usazení kotelního kamene na stěnách temperačních kanálů a v neposlední řadě součinitel přestupu tepla mezi povrchem stěny temperačního kanálu a temperačním médiem.
Tvarové a konstrukční řešení formy vychází z daného tvaru výstřiku, požadavků na tuhost formy, apod. Zde, i při zachování všech zásad správné konstrukce formy a jejích temperačních okruhů, je limitovaná možnost ovlivnění sdílení tepla, a proto zbývá jako činitel zásadní důležitosti součinitel přestupu tepla mezi povrchem stěny temperačního kanálu a temperačním médiem.
Veličiny určující hodnotu součinitele přestupu tepla mezi povrchem stěny temperačního kanálu a temperačním médiem můžeme rozdělit na dvě skupiny. Do první skupiny řadíme veličinu související s vlastním temperačním médiem, jeho kinematickou viskozitu a druhou skupinu tvoří veličiny vztažené k vlastnímu temperačnímu systému formy-hydraulický průměr chladících kanálů a rychlost proudění temperačního média v nich.
Popsané veličiny jsou souhrnně charakterizovány bezrozměrným Reynoldsovým číslem Re, které definuje, mimo jiné, účinnost temperačního systému. Jeho účinnost je výrazně závislá na druhu proudění temperačního média v chladících kanálech. Proudění v nich by mělo vždy být turbulentní-vířivé-a nikoliv laminární. Výpočtem Reynoldsova čísla, které se rovná součinu rychlosti proudění a hydraulického průměru kanálu poděleného kinematickou viskozitou temperačního média, v daném místě kanálu zjistíme druh proudění a tedy i účinnost temperace. Pokud je v daném místě Re větší než cca 4 000 je proudění turbulentní. Kritické Reynoldsovo číslo udávající předěl mezi laminárním a turbulentním prouděním je Re = 2 320, předěl není ostrý a má určitou přechodovou oblast a proto pro definici turbulence bereme hodnotu 4 000 a větší.
Možnost zvyšování Re je ve zvětšování součinu hydraulický průměr kanálu a rychlosti proudění média v něm. Dále ve vztahu k Reynoldsovu číslu platí, že zvětšování průřezu (průměru) chladícího kanálu způsobuje zvýšení Re a analogicky jako se mění Re se mění i teplota chladící vody.
Pro ilustraci uvedeného konstatování uvedu takovýto příklad-vstřikujeme díl z PS, jeho hmotnost je 26 g/ks, teplota taveniny 240 °C, požadovaná homogenní teplota stěny formy 40 °C, teplota okolí 20 °C, doba výrobního cyklu 21 s. V jedné sekci formy máme kanál o průměru 6, 5 mm a pro udržení pracovní teploty formy musí mít chladící voda teplotu 9, 2 °C, v jiném temperačním okruhu téže formy je kanál o průměru 18, 5 mm v němž pro 40 °C teplotu formy stačí voda o teplotě 25, 1 °C.
Z uvedeného mohou vyplývat i určité limity pro použití temperačních vložek vyrobených technologií DMLS- konformní chlazení, kde jsou obvykle kanály menších průměrů, respektive průřezů.
S požadavkem na turbulentní proudění úzce souvisí nutnost vnesení do chladícího média určitou energii, což přináší požadavky na chladící systém a to jak z pohledu jeho chladícího výkonu, tak i z pohledu vnesení pohybové energie, která slouží k překonání všech hydraulických odporů v temperačním systému formy.
Reynoldsovo číslo se při zvyšování rychlosti proudění chladící kapaliny-malé hydraulické odpory, výkonné čerpadlo temperačního přístroje-zvětšuje lineárně, ale koeficient prostupu tepla roste nelineárně, stejně jako teplota chladící vody. V praxi to znamená, že k dosažení stejného chladícího výkonu-stejného odvodu tepla z výstřiku- stačí při vyšší rychlosti proudění kapalina o vyšší teplotě.
Chceme-li zachovat čas cyklu, musí se pro příklad vstřikování již uvedeného výstřiku z PS při snížení rychlosti proudění kapaliny-použití temperačního přístroje o nižším výkonu čerpadla-z 3, 4 m/s na 1, 8 m/s snížit teplotu vody ze 17, 2 °C na 12, 7 °C, což vyžaduje výrazně vyšší chladící výkon temperačního zařízení. V případě nesnížení teploty vody je nutno prodloužit dobu cyklu.
V úvahách o teplotě stěny formy se nesmí zapomínat ani na již dříve zmíněnou možnost vytvoření vzduchové mezery mezi tvárníkem a zamrzlou taveninou v důsledku nedostatečného působení dotlakové fáze v závislosti na průřezu ústí vtoku-viz součinitel vedení tepla pro vzduch uvedený výše. Se součinitelem vedení tepla také výrazně souvisí jeho přenos přes případné usazeniny na vnitřním povrchu kanálů.
Temperace formy-teplota formy
Temperace vstřikovacích forem je faktor, který významným způsobem ovlivňuje dobu výrobního cyklu, včetně celé řady kvalitativních parametrů-rozměrovou a tvarovou stálost, deformace, jakost povrchu, mechanické vlastnost, atd.
Temperace, samozřejmě, koresponduje s požadavky na co nejefektivnější ekonomiku provozu. Obecně platí, že při standardním vstřikování cca 70% výrobního cyklu je doba chlazení výstřiku v tvarové dutině formy-od konce dotlaku, přes plastikaci až po vyhození dílu z formy, cca 5% vstřikovací fáze, cca 10% dotlaková fáze a cca 15% z doby cyklu představují nezbytné strojní pohyby.
Chlazení výstřiků je těsně spjato s konstrukcí formy, která vychází z konstrukce výstřiku. Ovlivňuje celkovou dobu výroby výstřiku, míru zmetkovitosti-některá publikovaná čísla uvádějí, že až 60% vad je , po analýze, možno přiřadit k nesprávné temperaci formy, respektive výstřiku, což mimo jiné, výrazně zvyšuje náklady na činnosti spojené s řízeným dodáváním a odběrem tepla do a z formy.
Uvedené činnosti se prolínají a mnohdy mohou působit vzájemně protichůdně, například kratší doby výrobního cyklu snižují jednicové náklady, ale mohou i zvýšit riziko výskytu zmetků. Sofistikovanější konstrukce a metody temperace jsou obvykle na vstupu dražší, ale obvykle zajistí úspornější provoz.
 |
Základním požadavkem temperace forem je dosažení co nejkratší doby cyklu, při optimalizaci požadovaných jakostních kritérií, jinak řečeno, dodržení stabilní, povrchově a místně homogenní pracovní teploty tvarové dutiny formy a to po celou dobu vstřikovacího cyklu, včetně reprodukovatelnosti cyklus od cyklu.V některých případech je požadováno lokální řízení teploty povrchu formy.
Položme si otázku jakými prostředky je možno výše uvedená kritéria, respektive požadavky na temperaci forem dosáhnout.
V první řadě je to designu výstřiku a zpracovávanému materiálu odpovídající rozložení, umístění a průměry temperačních kanálů, které by měly zajistit co nejefektivnější odvod tepla, včetně jeho rovnoměrného přenosu z jednotlivých partií výstřiku a zajištění turbulentního proudění temperační kapaliny v chladícím systému formy.
Pod pojem temperace vstřikovacích forem zahrnujeme ochlazování nebo ohřev tvářecích částí forem pomocí temperačního média na požadovanou teplotu před začátkem výroby a udržení této pracovní teploty během cyklického vstřikování v požadovaném tolerančním rozmezí.Při temperaci dochází k tuhnutí polymerní taveniny a chlazení výstřiku, přičemž tento proces začíná již během vstřikovací fáze-plnění tvarové dutiny formy taveninou, pokračuje během dotlakové fáze, kdy se kompenzuje smršťování výstřiku a trvá až do okamžiku otevření formy a vyhození výstřiku z tvarové dutiny.
Chladící fáze vstřikovacího cyklu je obvykle nejdelší částí cyklu a tedy výrazně ovlivňuje ekonomii výroby výstřiků z termoplastů.
Z ekonomického hlediska by tuhnutí a ochlazování výstřiku mělo být co nejrychlejší, ale z pohledu jakosti dílů by jeho rychlost měla být taková, aby zabránila případným rozměrovým a tvarovým změnám, vnitřním i povrchovým vadám.
Úkolem temperace tedy je:
-ohřev formy na požadovanou teplotu a její udržení v požadovaném tolerančním rozpětí
-zajištění maximální možné homogenity-rovnoměrnosti rozložení teploty po celém tvářecím povrchu formy, včetně její reprodukovatelnosti cyklus od cyklu
-odvedení tepla z dutiny formy, respektive výstřiku za takovou dobu, aby byly splněny ekonomické i jakostní ukazatele.
Volba, konstrukce a dimenzování temperačního systému vstřikovací formy, technologické podmínky temperace mají značný vliv na výsledné fyzikálně-mechanické vlastnosti výstřiků, na jejich kvalitativní parametry, na dobu trvání výrobního cyklu a na spotřebu energie na temperaci.
V oblasti vstřikování plastů je v současné době aplikována řada metod a systémů temperace tvarových dutin vstřikovacích forem.
Nejčastějšími temperačními systémy jsou systémy s cirkulujícím médiem, kterým je zpravidla voda. Kromě vody se k temperaci forem používá i olej nebo glykol, vodní pára a to v otevřeném nebo uzavřeném oběhu, v beztlakovém i tlakovém režimu, s trvalým nebo pulzním průtokem.
Při konstrukci formy by měl její konstruktér mít na paměti, že temperační systém je nutno do formy umístit ihned po promyšlení násobnosti formy a zaformování dílu-volba dělících rovin, tvárníků a tvárnic, čelistí, atd., a rozvodu polymerní taveniny do jednotlivých tvarových dutin formy.
Samozřejmostí by mělo být rozdělení temperace na samostatné okruhy a v případě forem s horkými tryskami by měl být samostatný okruh u ústí každé horké trysky.
Jen tak totiž bude temperační systém schopen plnit své, výše uvedené, uvedené úkoly a nebude pouze součástí formy do ní umístěný systémem „tam, kde bylo místo“.
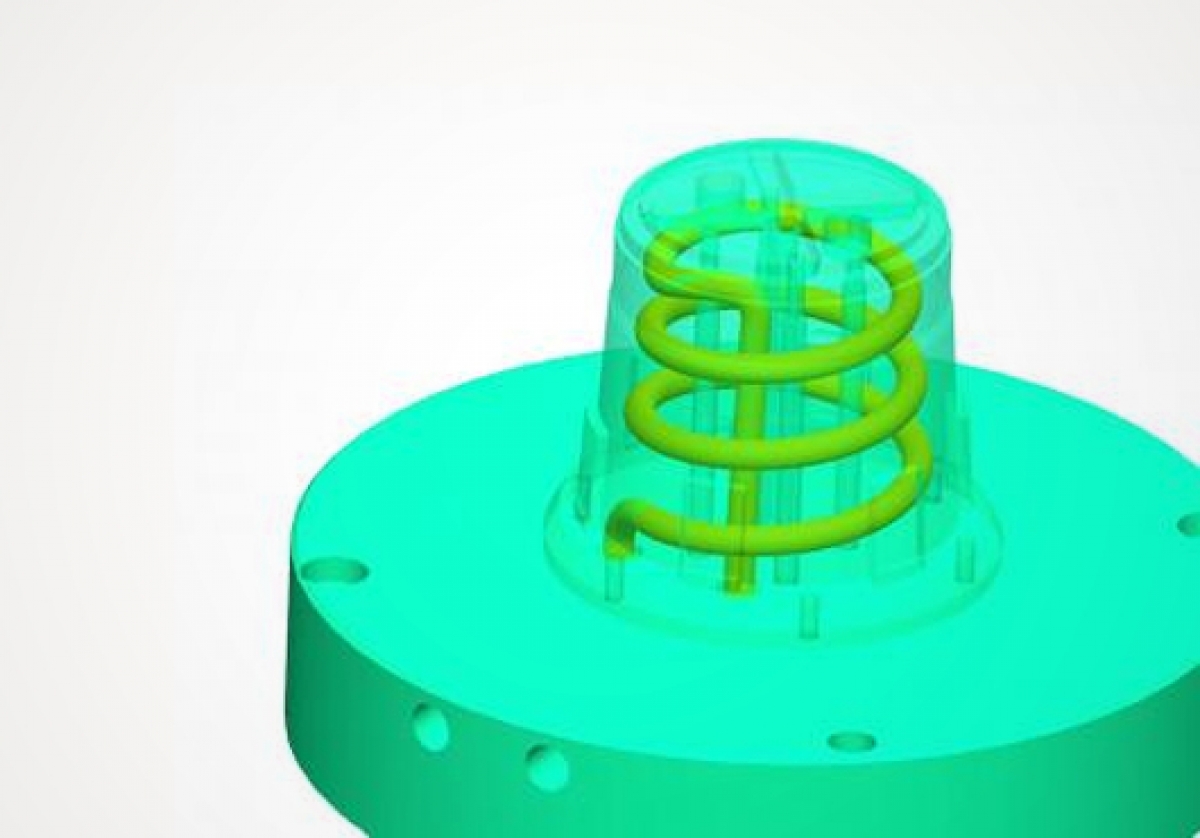
Při konstrukci tvárníků i tvárnic je možno použít konstrukční systém CONTURA, jehož principem je rozdělení, například tvárníku, na vrstvy, v jejichž stykových plochách jsou vyfrézovány temperační kanály, které se přizpůsobují tvaru výstřiku. Jednotlivé části-vrstvy se do kompaktního, těsného a pevného celku- tvárníku spojí pájením natvrdo v podtlaku.
Nejúčinnější odvod tepla zajišťují temperační vložky vyrobené technologií laserového spékání kovových prášků ve vrstvách o tloušťce 0, 02 až 0, 04 mm-technologie DMLS. Ve vložkách díky vrstvení je možno vytvořit prakticky libovolné prostorové tvary temperačních kanálů a tím zajistit optimalizovaný odvod tepla z příslušné partie výstřiku. Tento způsob odvodu tepla z formy se nazývá konformní chlazení.
Pro zajištění průběžného chlazení v otevřeném nebo uzavřeném okruhu se používají temperační přístroje s příslušným čerpadlem, jehož výkon by měl zajistit turbulentní proudění vody v kanálech formy, s regulací temperačního i chladícího výkonu. Vodní temperační přístroje jsou buď beztlakové do teploty 95°C nebo přetlakové až do teploty 200°C.
Teplonosné médium z těchto přístrojů se přivádí do jednotlivých temperačních okruhů formy. Správná konstrukce a připojení temperačních okruhů formy by měla zajišťovat paralelní-souběžný průtok vody jednotlivými temperačními okruhy. K zajištění paralelních průtoků jsou nabízeny různé typy rozvaděčů, které mohou i regulovat množství protékající vody.
Teplotní spád na vstupu temperační vody do prvního okruhu a na jejím výstupu z posledního by pro amorfní materiály neměl být větší než cca 2 až 4 °C, pro částečně krystalické materiály cca 4 až 8 °C.
Kromě průběžného způsobu temperace, kdy formou trvale protéká teplosměnné médium, výrobci temperačních zařízení nabízejí i systémy s pulzním chlazením.
Jeho podstatou je dynamické řízení chlazení v průběhu vstřikovacího cyklu, kdy po dobu pohybů formy-zavírání, otevírání-vyhazování výstřiků, včetně plnící fáze, kdy se plní tvarová dutina polymerní taveninou není do temperačního systému formy dodávána voda.
K intenzivnímu chlazení dochází až v dotlakové fázi a ve fázi chlazení. Pulzní způsob temperace má výhodu v lepším zatékání taveniny-vstřikování do teplejší formy a ve zkrácení doby chlazení.
Výkonnější variantou pulzního chlazení je systém ATS. Systém ATS-Alternativní Temperační Systém-používá temperační přístroj se dvěma samostatnými okruhy, ve kterých je voda o různé teplotě-studená, teplá, tj. je možno, alternativně, formu jak ohřívat, tak i chladit a to cyklicky v každém výrobním cyklu.
Mezi méně běžné systémy temperace vstřikovacích forem je možno zařadit systémy pracující na principu výparného tepla-systém Toolvac vhání do formy kapalný oxid uhličitý, který v systému expanduje a vzniklé výparné teplo umožní rychlý odvod tepla z tvarové dutiny formy nebo systémy pracující s tepelnými nebo vírovými trubicemi.
- autor:
- Lubomír ZEMAN, PLAST FORM SERVICE, s.r.o., foto: Innomia
Mohlo by vás tiež zaujímať
-

SUBTER PLUS s.r.o. sa stáva výhradným zástupcom O.C.S. s.r.l. pre formy na gumárenské výrobky v strednej Európe
- 01.11.2024
- Vstrekovacie formy
- Guma
- Vstrekovacie formy
Spoločnosť SUBTER PLUS s.r.o. z Jindřichovho Hradca sa stala výhradným zástupcom talianskeho výrobcu O.C.S. s.r.l. pre formy na gumárenské výrobky v Česku, Poľsku, na Slovensku, v Slovinsku a Maďarsku. O.C.S. s.r.l. ponúka špecializované formy na vstrekovanie, lisovanie a komplexné gumárenské...
-

JAN SVOBODA: Rosný bod a jeho význam pre plastikárov
- 16.08.2024
- Vstrekovacie formy
- Údržba vstrekovacích foriem
Pre plastikárov je rosný bod kľúčovým faktorom, pretože ovplyvňuje kondenzáciu na formách. Vysoká vlhkosť vyžaduje vyššiu teplotu formy, aby sa voda nekondenzovala. Chladné formy spôsobujú rýchle povrchové tuhnutie plastu, čo vedie k napätiu a deformáciám. Pre minimalizáciu vád a predĺženie...
-

Spoľahlivý partner v oblasti lisovania plastov - spoločnosť TRISPOL, Ing. František Adámek
Spoločnosť TRISPOL, Ing. František Adámek, je špecialista na vstrekovanie plastov a výrobu plastových výrobkov, foriem na vstrekovanie plastov, lisovacích nástrojov a profesionálnu 3D...
-

ALFA CHROM servis s.r.o.: Váš partner pri opravách a modifikáciách foriem a strojných súčastí
- 17.04.2024
- Vstrekovacie formy
- Údržba vstrekovacích foriem
V roku 1991 vznikla firma ALFA CHROM servis s.r.o. cieľom poskytovať vynikajúce služby v oblasti galvanizácie. Začali sme s tvrdochrómovými povlakmi na formy a strojovými súčasťami, no postupom času sme zistili, že naše zručnosti a technologické vedomosti by mohli slúžiť aj iným...
-

Rozšírenie portfólia spoločnosti PANAS Tools s.r.o. o kalibre zn.TRUTHREAD
- 12.02.2024
- Vstrekovacie formy
- Údržba vstrekovacích foriem
PANAS Tools s.r.o. zahájil novú spoluprácu so svetovo uznávaným výrobcom kalibrov TRUTHREAD, ktorý so svojimi viac ako 40 ročnými skúsenosťami na trhu, ponúka výrobu a dodávku najrozsiahlejšieho sortimentu závitových a hladkých...
-

Novinky zo sveta priemyselnej chémie od spoločnosti Spectra
- 18.12.2023
- Vstrekovacie formy
- Údržba vstrekovacích foriem
Ponuka priemyselnej chémie od českej spoločnosti Spectra sa rozšírila o niekoľko užitočných noviniek, ktoré Vám predstavíme práve v tomto...
-

AS LASER WELDING – konštrukcia vyfukovacích a vstrekovacích foriem s pomocou CAD riešení Cimatron
S nadsádzkou sa označujeme ako „partner inovátorov“, pretože pomáhame firmám s rýchlym a efektívnym vývojom, hovorí Marek Musil prokurista spoločnosti AS LASER WELDING s.r.o. Prečítajte si rozhovor o úspešnej spolupráci spoločnosti AS LASER WELDING s.r.o. so spoločnosťou technology-support s.r.o.,...
-

ALFA CHROM servis investuje do budúcnosti: rozšírené výrobné priestory a nové žeriavy Demag
- 15.02.2023
- Vstrekovacie formy
- Údržba vstrekovacích foriem
„Žeriavy Demag sú našou investíciou do budúcnosti,“ hovorí Aleš Koutný, konateľ firmy ALFA CHROM servis. Spoločnosť ALFA CHROM servis, ktorá sa venuje najmä opravám foriem pre automobilový priemysel, rozšírila počas uplynulého roka svoje výrobné priestory na dvojnásobok a vybavila ich dvojicou...
-

Mikron MILL P900: Ideálne riešenie pre nástrojárne a výrobcov precíznych dielov
- 13.02.2023
- Vstrekovacie formy
- Nástrojáreň
- Vstrekovacie formy
Spoločnosť GF Machining Solutions patrí medzi špičkových dodávateľov obrábacích strojov a riešení pre automatizáciu. Zameriava sa na výrobcov foriem, nástrojov a dodávateľov presných dielov. Do svojej ponuky preto zaradila Mikron MILL P 900 s portálovým rámom z minerálneho betónu, ktorý vám...
-

technology-support: Konštrukcia foriem s pomocou CAD/CAM Cimatron vo firme Juraj Pittner
- 05.10.2022
- Vstrekovacie formy
- Rozhovory
- Vstrekovacie formy
Pán Juraj Pittner sa pohybuje vo svete vstrekovacích foriem už 20 rokov a od roku 2011 má vlastnú konštrukčnú kanceláriu. Pred tým niekoľko rokov pôsobil ako technológ a konštruktér v nemeckej firme Meinecke Formenbau GmbH. Pre svoju prácu využíva CAD/CAM riešenie Cimatron, ktoré je určené...

Plastikársky slovník
