.gif)
Využitie merania teploty termokamerou - termogramov - pri vstrekovaní termoplastov a kompozitných materiálov s termoplastickou matricou, časť 2.
Měření termokamerou
V dnešní době se stále více rozvíjí bezdotykové měření teploty využívající snímání tepelného záření měřeného objektu, které vyzařují všechna tělesa s teplotou větší než absolutní nula (0 K = - 273,15 °C). Teplotu lze bezdotykově měřit jak bodově, tak i plošně. Přestup tepla mezi dvěma různě teplými tělesy může probíhat třemi základními způsoby - vedením (kondukcí), prouděním (konvekcí) a zářením (radiací). Veškeré teplo je přenášeno jedním z těchto tří typů přenosů, obvykle ale kombinací dvou nebo všech tří typů přenosů.
Přenos tepla vedením se uskutečňuje ve statickém i pohyblivém prostředí pevném, kapalném i plynném. Jde vlastně o přenos vibrací (kmitáním) atomů pevných těles nebo srážky molekul kapalin a plynů, čímž dochází k pohybu energie od teplejší molekuly směrem ke studenější. Při vstřikování termoplastů se zejména jedná o přenos tepla mezi jednotlivými konstrukčními díly vstřikovací formy a mezi vstřikovací formou a upínacími deskami vstřikovacího stroje.
Přenos tepla prouděním se uplatňuje u pohybujících se skupenství a většinou se odehrává u přenosu tepla mezi pevným a kapalným (plynným) skupenstvím.
Teplo prouděním se při vstřikování termoplastů provádí při plnění tvarové dutiny formy polymerní taveninou a při přenosu tepla do okolí vstřikovací formy.
Přenos tepla zářením (radiací) se od předcházejících dvou typů liší v několika aspektech. Záření se uskutečňuje elektromagnetickou emisí a absorpcí, probíhá rychlostí světla, chová se jako světlo a může procházet vakuem.
Při vstřikování termoplastů se přenos tepla zářením zejména týká výstřiků po jejich vyhození z tvarové dutiny formy a povrchu vstřikovací formy vytemperované na pracovní teplotu.
Bezdotykově se teplota měří pomocí pyrometrů nebo termovizních systémů. Princip bezdotykového měření teplot (označovaného také jako infračervená pyrometrie) spočívá v měření povrchové teploty těles. Využívá se toho, že každé těleso - při teplotě nad absolutní nulou - vysílá infračervené záření, odpovídající jeho teplotě.
Příčinou záření je vnitřní mechanický pohyb molekul. Intenzita tohoto pohybu závisí na teplotě objektu. Protože pohyb molekul představuje přemísťování náboje, je vyzařováno elektromagnetické záření (fotonové částice). Zatímco přenos energie světla se děje ve viditelné oblasti spektra přibližně od 0,38 μm do 0,78 μm, přenos tepla radiací zabírá oblast spektra mezi cca 0,78 μm až do cca 100 μm. Rozsah tepelného infračerveného záření není standardizován, ale obvykle se uvádí v rozmezí dlouhovlnného infračerveného spektra od cca 5 μm do cca 25 μm. Elektromagnetické infračervené záření (IR záření, z anglického výrazu infra red, které vychází z latiny, kde „infra“ znamená „pod“) má vlnovou délku větší než viditelné světlo a menší než mikrovlnné záření, je pro lidské oko neviditelné.
Jaký je rozdíl v měření teploty mezi pyrometry termokamerami? Pyrometry průměrují intenzitu tepelného záření v měřené oblasti a výsledkem je jedna konkrétní (průměrná) hodnota teploty pro danou oblast.
Současné termokamery obvykle obsahují maticové detektory a jsou schopny měřit rozložení povrchové teploty, tj. zaznamenat dvourozměrné (2D) teplotní pole. Výsledkem takového měření je termogram. Termogram je složený z pixelů, stejně jako kterýkoliv digitální obraz v počítači. Jednotlivé pixely (samostatné mikrodetektory) odpovídají povrchové teplotě měřeného dílu vdaném bodě, Rozlišení termogramu je dáno rozlišením detektoru termokamery a bývá od 60 x 60 do 1 024 x 768 pixelů.
Intenzita elektromagnetického záření je, jak již bylo uvedeno, závislá na povrchové teplotě objektu, který toto záření vydává, a tedy změřením intenzity záření lze stanovit povrchovou teplotu objektu, což je principem bezdotykového měření teploty, na kterém funguje i měření termokamerou. Zdrojem tohoto elektromagnetického záření je termický pohyb částic, z nichž je objekt složen – viz výše - nazýváme toto záření „tepelným zářením“, abychom ho odlišili od ostatního elektromagnetického záření, které vzniká z jiných příčin.
Tepelné záření popisuje Planckův vyzařovací zákon, který říká, že intenzita vyzařování roste se čtvrtou mocninou povrchové teploty tělesa a s jehož pomocí lze určit vyzařovanou energii pro jednotlivé vlnové délky záření. Pokud známe emisivitu hodnoceného předmětu, jeho teplotu a velikost jeho povrchu je možno pomocí Stefanova. Boltzmannova zákona vypočítat vyzářený výkon. Se změnou povrchové teploty objektu se nemění jen intenzita vyzařování podle Stefanova-Boltzmannova zákona, ale mění se taků spektrální rozložení vyzařovaného výkonu. Podle Wienova posunovacího zákona platí, že s rostoucí teplotou se maximální intenzita vyzařování posouvá směrem ke kratším vlnovým délkám, což v praxi znamená, že například při zahřívání dílu z oceli, při nízkých teplotách žádné záření nepozorujeme (lze ho detekovat pouze termokamerou, jedná se o infračervenou oblast záření), ale při ohřevu na vyšší teploty se bude maximum vyzařování posouvat ke kratším vlnovým délkám, až při teplotě cca 525 °C začne vyzařovat viditelné světlo.
S tepelným zářením velmi úzce souvisí emisivita, kterou chápat jako efektivitu vyzařování, respektive jako účinnost vyzařování. Nejvyšší emisivitu má tzv. černé těleso, což je těleso, které pohlcuje veškeré na něj dopadající záření (bez ohledu na jeho vlnovou délku) a má emisivitu rovnou jedné. U reálného tělesa je emisivita vždy menší než jedna. V praxi to znamená, že takové těleso při stejné povrchové teplotě jako má černé těleso, vyzáří méně tepelného záření. Považujeme-li emisivitu za konstantní, tj. nezávislou na vlnové délce, hovoříme pak o tzv. šedém tělese.
Ve skutečnosti je ale emisivita vždy závislá na vlnové délce a všechny reálné předměty jsou tzv. selektivní zářiče, tj. každé místo jejich povrchu vyzařuje na jiné vlnové délce.
Termokamery a jejich konstrukce
Termokamery nekontaktním způsobem snímají vyzařované infračervené záření, které vyzařují všechna tělesa. Termokamera pracuje na stejném principu jako radiotermometr nebo pyrometr a skládá se z optického systému, který soustřeďuje infračervené záření snímaného objektu na snímací prvek (detektor). Tento prvek mění dopadající záření ve zvoleném frekvenčním spektru na elektrický signál pomocí fotoemise.
Výstupem radiotermometru může být jen údaj o teplotě, nebo rovnou snímek na termokameře, kde zobrazované barvy odpovídají určitým teplotám. Výsledkem měření pozorování termovizní kamerou je pak termogram, na kterém se nachází teplotní škála přiřazující barvy jednotlivým číselným hodnotám teploty.
Termokamery mohou být vybaveny záznamovým zařízením pro záznam termogramů, včetně jejich časového snímkování a dodávají se s příslušným sotférovým programovým vybavením pro zpracování údajů z termogramů. Záznamovým zařízením obvykle bývá digitální fotoaparát.
Schéma konstrukce termokamery lze rozdělit na tři nejdůležitější části:
· optika
· detektor
· elektronika pro zpracování a prezentaci obrazu
 |
|
Z pohledu výsledku snímání daného tělesa je nejdůležitějším částí termokamery detektor infračerveného záření, který převádí dopadající, optickým systémem vyselektované infračervené záření na elektrický signál. Elektrický signál je následně upraven do formy termogramu, který tvoří výsledek měření a je ho možno příslušným programovým vybavením dále zpracovávat.
Podle principu funkce detektorů rozlišujeme dva základní typy: tepelné a fotonové. Tepelné detektory v zásadě pracují na principu změny elektrických vlastností v závislosti na množství dopadajícího IR záření. Jako příklad lze uvést tzv. mikrobolometr, který mění hodnotu svého elektrického odporu v závislosti na intenzitě dopadajícího záření. Mikrobo-lometrické pole je velké množství mikrobolometrů rozmístěných do 2D pole. Toto „pole“ je dnes jedním z nejčastěji využívaných typů detektoru u termokamer. Detekční systémy s tepelnými senzory není třeba chladit. Termokamery, používané zejména pro výzkumné účely, bývají osazeny druhým typem detektoru, tedy fotonovým detektorem, který má oproti tepelným detektorům zvýšenou citlivost. Fotonové detektory pracují na principu počítání kvant elektronového záření, využívají přeměny dopadajícího záření na elektrický proud tedy fotoelektrického jevu.
Intenzita dopadajícího záření má vliv na velikost výstupního elektrického signálu. Tyto detektory bývají zpravidla výrazně citlivější než tepelné detektory. Fotonové detektory vyžadují chlazení, což z nich dělá zařízení, která jsou náročnější na manipulaci i cenu.
Termovizní kamera, která využívá fotonový detektor je mnohem těžší právě z důvodu nutnosti chlazení detektoru. K chlazení se využívá Peltierův nebo Stirlingův chladič, což jsou miniaturní heliové kompresorové agregáty. Jak již bylo napsáno, nejčastějšími detektory IR záření jsou bolometry. Bolometry (z řeckého bole = paprsek) jsou senzory pro bezdotykové měření teploty pracující na principu pyrometrie, tzn. měření celkového vyzářeného tepelného výkonu prostřednictvím infračerveného záření. Častěji se však bolometry vyskytují v podobě integrovaných obvodů obsahující uspořádání několika desítek, stovek nebo i tisíců bolometrů do matice, obecně označované jako mikrobolometry.
Využívají se nejčastěji pro potřeby termovize, tedy pro infračervené snímání obrazu předmětů s následnou možností měření nebo detekce jejich teploty. Elektrický odpor bolometru se mění v závislosti na jeho teplotě, která však závisí na množství absorbovaného dopadajícího infračervenéhozáření. Množství dopadajícího záření může být tedy určeno ze změn odporu bolometru. Aby však byla změna teploty bolometru úměrná pouze absorbovanému infračervenému záření, musí být vlastní bolometr tepelně izolován od svého okolí. Mikrobolometr (microbolometer array) se od jednoduchého bolometru liší počtem odporových plošek na jednom senzoru. Obvykle jde o čtvercovou strukturu (dvourozměrné pole) pokrytou teplotně citlivým odporovým materiálem ve formě plošek, které absorbují infračervené záření. Celý mikrobolometrický senzor je pak vyroben jako monolitický křemíkový obvod.
V reálných měřících podmínkách je měření mnohem komplikovanější, protože infračervené záření vyzařované tělesem, kromě jeho teploty, závisí také na jeho emisivitě – viz kapitola 4. 1. Infračervené záření také vysílají okolní tělesa a toto záření je zkoumaným tělesem odráženo. Záření emitované tělesem a odražené záření může být navíc zeslabeno absorpcí ve vzduchu mezi objektem a kamerou.
Stupeň absorpce pak silně závisí na vlhkosti vzduchu. Uvedené vlivy tvoří soubor parametrů, které lze kvantifi kovat zavedením příslušných korekčních koefi cientů, které je třeba před měřením zvolit. Emisivita tělesa je nejdůležitější parametr, jehož volba ovlivňuje správnost výsledků při termovizních měřeních nejvíce. Obecně materiály, respektive jejich povrchy, vykazují emisivitu v rozmezí 0,10 až 0,95. Vysoce vyleštěný povrch má emisivitu pod 0,10. Koefi cient zohledňující odraženou teplotu kompenzuje vliv záření odraženého měřeným tělesem a vliv záření z atmosféry mezi objektem a kamerou na výsledky měření termokamerou. V některých případech, jeli emisivita malá, vzdálenost mezi objektem a kamerou velká a teplota objektu je blízká odražené teplotě, je důležité vliv odražené teploty správně kompenzovat. Dalšími korekčními koeficienty, které lze před měřením v kameře nastavit, jsou vzdálenost mezi objektem a objektivem kamery a relativní vlhkost prostředí mezi objektivem a kamerou. Obvykle bývá předvolena hodnota 50%, která dobře vyhovuje v případě malých vzdáleností objektu a kamery.
Vliv prostředí (vzdálenosti) mezi kamerou a objektem lze navolit pomocí parametru externí optika, který zohledňuje i případy, kdy použijeme jiný objektiv pro kameru nebo do cesty záření vložíme fi ltr. Vzdálenost mezi kamerou a objektem pro případ vzduchu nemá obvykle příliš velkou váhu ve srovnání s ostatními parametry ovlivňujícími přesnost určení teploty povrchu objektu. V případě jiného prostředí mezi kamerou a objektem (například sklo nebo jiný materiál) musíme vliv tohoto parametru posoudit.
 |
|
Měření termokamerou, praktické výsledky a závěry z měření
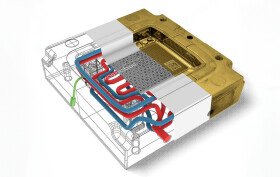
Jak bylo uvedeno v úvodní kapitole, v procesu vstřikování termoplastů a kompozitů s termoplastickou matricí hraje významnou roli teplota tvarových dílů vstřikovací formy a časový teplotní průběh v jednotlivých partiích výstřiku. Měření uvedených parametrů jak dotykovými metodami, tak zejména bezdotykově, může přinést celou řadu poznatků o výrobě a chování daného výstřiku, přičemž získané termogramy a jejich interpretaci můžeme propojit jak s výsledky simulačních výpočtů – s výpočty rozložení teploty ve výstřiku v průběhu vstřikovacího procesu i po jeho vyhození z tvarové dutiny formy, se simulačními hodnotami objemového smrštění a deformacemi výstřiku – tak i s výsledky měření tvarové a rozměrové přesnosti výstřiků s pomocí souřadnicových měřících strojů nebo pomocí skenerů.
Při bezdotykovém měření výstřiků termokamerami je nutno si uvědomit, že tato měření, která mohou být i kontinuální, hodnotí rozložení povrchových teplot, jejichž vývoj je dán i tloušťkou daného místa výstřiku – výstřik v tvarové dutině formy i mimo ni chladne od povrchů do středu a zároveň, zejména u výstřiků s velkou tloušťkou stěny, probíhá přenos tepla ze středu výstřiku na jeho povrch.
Uvedenými porovnáními sice získáme celou řadu poznatků, ale z pohledu vlastní vstřikovací praxe můžeme konstatovat, že v určitém smyslu přicházíme „s křížkem po funuse“. Jedná se totiž o měření již vyrobených vstřikovacích forem, hodnocení již hotových výstřiků, o hodnocení již probíhajících procesů, atd. Přes toto určitým způsobem negativní vyjádření, měření povrchové teploty termokamerou přináší celou řadu využitelných výsledků, například:
· zjišťování teplotních nehomogenit v rozložení pracovní teploty na povrchu tvarových dílů
· formy, včetně jejích pohyblivých dílů, čelistí, hydraulicky ovládaných jader, atd.,na povrchu výstřiku po jeho vyhození z tvarové dutiny formy; zjišťování tzv. hot – spotů, tj. přehřátých míst v tvarových dutinách forem a tedy i na výstřicích, která mohou vést k lokálním deformacím tvarů výstřiku, ke snížení životnosti vstřikovací formy a k prodloužení doby chlazení a tedy celého výrobního cyklu
· výše uvedené výsledky mohou posloužit jako podklad pro opravu temperačního systému formy, případně k novému rozdělení nebo propojení jednotlivých temperačních okruhů formy
· dále jako podklady pro konstrukci chladících a rovnacích přípravků
· pro ověření simulačních výpočtů
· pro stanovení doby nasazení výstřiků na přípravky
· pro kontrolu (i průběžnou) do formy vkládaných insertů (kovových nebo z kompozitních předtvarovaných nebo přímo v procesu předehřívaných a tvarovaných kompozitních vyztužujících dílů, apod.)
· pro kontrolu teploty výstřiků před další montáží nebo balením
· vyhodnocené termogramy přinášejí zvýšení znalostí vývojových, konstrukčních pracovníků dané firmy, včetně údržby – napomáhají, při provádění předvýrobních etap výroby nového výstřiku se vyvarovat možných opakujících se chyb
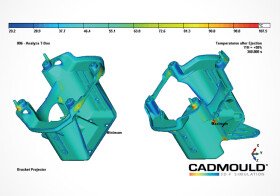
Výsledky simulačních výpočtů povrchové teploty výstřiků (lze počítat i teplotu v řezech a ve vrstvách) - chlazení výstřiků volně na stojatém vzduchu, teplota okolí 20 °C, koeficient přestupu tepla 8 W/mK:
· 2 minuty po vyhození z formy; povrchová teplota v rozmezí 76°C až 79°C
· 6 minut po vyhození z formy; povrchová teplota v rozmezí 46 °C až 47 °C
Stejně jako z termogramů lze určit místa se zvýšenou teplotu, což signalizuje větší lokální hodnotu smrštění a možnost deformací výstřiku. Tvarové a rozměrové měření výstřiku – laserový scener – mapa tvarových a rozměrových odchylek od 3D modelu, stupnice +0,5 mm / -0,5 mm; odchylky jsou výsledkem řetězce -konstrukce výstřiku, materiál výstřiku, technologické parametry vstřikování-teplota formy, smrštění, deformace.
Tuto problematiku rozebíral Aleš Herman, Lubomír Zeman a Vladimír Chmelík na semináři Formy a Plasty Brno 2018, pořádaném firmou SVOBODA.

Bez vodiacich stĺpikov a s elektrickým pohonom na optimalizáciu výroby: ENGEL rozširuje radu victory
21.3.2025 Spoločnosť ENGEL rozširuje svoj známy rad vstrekovacích strojov victory bez vodiacich stĺpov o predchádzajúci model e-motion TL, ktorý sa teraz predstavuje ako victory electric. Tento inovatívny prírastok spája výhody technológie bez...